
Preamble
Art Quilts have featured on this blogspot and so for your convenience I have listed below previous posts in this series:
Art Quilts - Part I
Art Quilts - Part II
Art Quilts - Part III
Art Quilts - Part IV
Art Quilts - Part V
Art Quilts - Part VI
Art Quilts - Part VII
Art Quilters of the Netherlands - Part I
Art Quilters of the Netherlands - Part II
Art Quilters of the Netherlands - Part III
Four Selected European Art Quilters - Part I
Four Selected European Art Quilters - Part II
Four Selected European Art Quilters - Part III
Art Quilts of Jane Sassaman
Art Quilts of Michael A. Cummings
Four Selected European Art Quilters - Part IV
Art Quilts of Carolyn Crump
Jan Myers-Newbury
Art Quilts of Jan Myers-Newbury[1]
Inspired by the colors she is able to create in her dye baths, Jan Myers-Newbury uses a variation of arashi shibori techniques to produce the seductive hues that make her quilts glow.
 Jan Myers-Newbury.
Jan Myers-Newbury.
During the arashi shibori process, Myers-Newbury wraps white fabric around a pole and binds it with string or thread, then submerges it in a series of dye baths. The wrapping and tying results in thin lines of color that enliven the surfaces of her quilts.
 Title: Upon Reflection (2008).
Title: Upon Reflection (2008).
Size: 48.5 x 75 inches (1.2 x 1.9 m).
Materials and Technique: Cotton: hand dyed, discharged, arashi shibori, clamp resist, machine pieced, and machine quilted.
Photograph: Courtesy of artist.
 Detail view of a portion of the quilt.
Detail view of a portion of the quilt.
Myers-Newbury begins each new quilt by playing with fabric on her design wall, and color dictates nearly all of her creative decisions. She cuts her fabric into squares and rectangles, then arranges and rearranges the shape until they coalesce into an ordered whole.
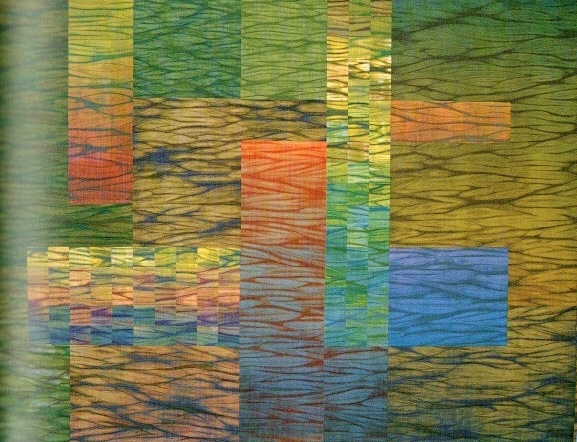
 Title: Urubamba (2006).
Title: Urubamba (2006).
Size: 62 x 52.5 inches (1.5 x 1.3 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.
Comment: I never have a notion of how a finished piece will look at the outset. I start with fabrics that I like and arrange them by color and scale. Once I see how things are filling in, I start to work more specifically to balance the whole.
 Title: Wild Thing (2008).
Title: Wild Thing (2008).
Size: 63 x 84 inches (1.6 x 2.1 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, discharged, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.
 Title: Coronae (2004).
Title: Coronae (2004).
Size: 59 x 42 inches (1.5 x 1 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, clamp resist, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.
Comment: In 1992, I made my first all-shibori quilt. Since then, I've been working mostly with arashi shibori, combined at times with clamp resist.
 Title: Boogie Woogie (2005).
Title: Boogie Woogie (2005).
Size: 33 x 44 inches (83.8 x 111.8 cm).
Materials and Technique: Cotton: hand dyed, arashi shibori, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.
 Detailed View.
Detailed View.
 Title: Ode to Albers (2004).
Title: Ode to Albers (2004).
Size: 75 x 75 inches (1.9 x 1.9 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, clamp resist, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.
 Detailed View.
Detailed View.
 Title: It's Dark Outside (2006).
Title: It's Dark Outside (2006).
Size: 64 x 54 inches (1.6 x 1.3 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.
 Title: Interuptions (2008).
Title: Interuptions (2008).
Size: 34 x 44 inches (86.4 x 111.8 cm).
Materials and Technique: Cotton: hand dyed, arashi shibori, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.
Comment: My work has always been about intellectual and spiritual matters. It's important to me that a quilt be beautiful and orderly.
 Title: Moog (2006).
Title: Moog (2006).
Size: 68 x 72 inches (1.7 x 1.8 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, clamp resist, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.
 Title: Ten Squared (2009).
Title: Ten Squared (2009).
Size: 60 x 60 inches (1.5 x 1.5 m).
Materials and Technique: Cotton: hand dyed, discharged, arashi shibori, machine pieced, machine quilted.
Photograph: Courtesy of the artist.
Reference:
[1] Masters: Art Quilts, Vol. 2, Curated by M. Sielman, Lark Crafts, An Imprint of Sterling Publishing Co., Inc., New York (2011).
Art Quilts have featured on this blogspot and so for your convenience I have listed below previous posts in this series:
Art Quilts - Part I
Art Quilts - Part II
Art Quilts - Part III
Art Quilts - Part IV
Art Quilts - Part V
Art Quilts - Part VI
Art Quilts - Part VII
Art Quilters of the Netherlands - Part I
Art Quilters of the Netherlands - Part II
Art Quilters of the Netherlands - Part III
Four Selected European Art Quilters - Part I
Four Selected European Art Quilters - Part II
Four Selected European Art Quilters - Part III
Art Quilts of Jane Sassaman
Art Quilts of Michael A. Cummings
Four Selected European Art Quilters - Part IV
Art Quilts of Carolyn Crump
Jan Myers-Newbury
Art Quilts of Jan Myers-Newbury[1]
Inspired by the colors she is able to create in her dye baths, Jan Myers-Newbury uses a variation of arashi shibori techniques to produce the seductive hues that make her quilts glow.

During the arashi shibori process, Myers-Newbury wraps white fabric around a pole and binds it with string or thread, then submerges it in a series of dye baths. The wrapping and tying results in thin lines of color that enliven the surfaces of her quilts.

Size: 48.5 x 75 inches (1.2 x 1.9 m).
Materials and Technique: Cotton: hand dyed, discharged, arashi shibori, clamp resist, machine pieced, and machine quilted.
Photograph: Courtesy of artist.

Myers-Newbury begins each new quilt by playing with fabric on her design wall, and color dictates nearly all of her creative decisions. She cuts her fabric into squares and rectangles, then arranges and rearranges the shape until they coalesce into an ordered whole.

Size: 62 x 52.5 inches (1.5 x 1.3 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.
Comment: I never have a notion of how a finished piece will look at the outset. I start with fabrics that I like and arrange them by color and scale. Once I see how things are filling in, I start to work more specifically to balance the whole.

Size: 63 x 84 inches (1.6 x 2.1 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, discharged, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.

Size: 59 x 42 inches (1.5 x 1 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, clamp resist, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.
Comment: In 1992, I made my first all-shibori quilt. Since then, I've been working mostly with arashi shibori, combined at times with clamp resist.

Size: 33 x 44 inches (83.8 x 111.8 cm).
Materials and Technique: Cotton: hand dyed, arashi shibori, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.


Size: 75 x 75 inches (1.9 x 1.9 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, clamp resist, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.


Size: 64 x 54 inches (1.6 x 1.3 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.

Size: 34 x 44 inches (86.4 x 111.8 cm).
Materials and Technique: Cotton: hand dyed, arashi shibori, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.
Comment: My work has always been about intellectual and spiritual matters. It's important to me that a quilt be beautiful and orderly.

Size: 68 x 72 inches (1.7 x 1.8 m).
Materials and Technique: Cotton: hand dyed, arashi shibori, clamp resist, machine pieced, machine quilted.
Photograph: Courtesy of Sam Newbury.

Size: 60 x 60 inches (1.5 x 1.5 m).
Materials and Technique: Cotton: hand dyed, discharged, arashi shibori, machine pieced, machine quilted.
Photograph: Courtesy of the artist.
Reference:
[1] Masters: Art Quilts, Vol. 2, Curated by M. Sielman, Lark Crafts, An Imprint of Sterling Publishing Co., Inc., New York (2011).