Introduction [1]
Paper objects are a source of inspiration for paper makers. The history of paper dates back almost 2,000 years to when inventors in China first crafted fiber sheets to record their drawings and writings. Before then, people communicated through pictures and symbols etched on stone, bones, cave walls, or clay tablets.
Chinese paper making.
Paper as we know it today was first made in Lei-Yang, China by Ts'ai Lun, a Chinese court official. In all likelihood, Ts'ai mixed mulberry bark, hemp and rags with water, mashed it into pulp, pressed out the liquid, and hung the thin mat to dry in the sun.
Ancient Chinese paper - Sutori.
During the 8th Century, Muslims (from the region that is now Syria, Saudi Arabia, and Iraq) learned the Chinese secret of papermaking when they captured a Chinese paper mill. Later, when the Muslims invaded Europe, they brought this secret with them. The first paper mill in Europe was built in Spain, and soon paper was being made at mills all across Europe. Over the next 800 years, paper was used for printing important books, bibles, and legal documents. England began making large supplies of paper in the late 15th Century and supplied the colonies with paper for many years. Finally, in 1690, the first US paper mill was built in Pennsylvania.
A mid-19th century paper mill, the Forest Fibre Company, in Berlin, New Hampshire.
At first, American paper mills used the Chinese method of shredding old rags and clothes into individual fibers to make paper. As the demand for paper grew, the mills changed direction, using fiber from special plantations and farmed forests, because such wood is less expensive and more abundant than cloth.
Today paper is made from trees, mostly grown on working forests and from recovered paper. Recycling has always been a part of papermaking. When you recycle your used paper, paper mills will use it to make newspapers, notebook paper, paper grocery bags, corrugated boxes, envelopes, magazines, cartons, and other paper products.
Besides using recovered paper and trees to make paper, paper mills may also use wood chips and sawdust left over from lumber operations (whose products are used to make houses, furniture, and other things). Today, more than 36 percent of the fiber used to make new paper products in the United States comes from recycled sources.
Paper Objects [2]

Materials and Techniques: Papermaking, molded, knotted; hand made paper, flax, linen cord, gampi, abaca.
Size: 13.5 x 10 x 2.5 inches.
Comment [2]: My art is informed by the beauty and fragility of the natural world. I use transparent, light fibers such as flax, abaca, and gampi to mold forms and papers which convey a sense of transitory, ephemeral nature of existence.
Photo Courtesy: Kate Cameron.
Detail of above paper object.
Artist and Title of Work: Andrea Du Flan (USA), Morphogensis.
Materials and Techniques: Papermaking, knotless netting; flax, lichen, wax linen.
Size: 12 x 18 x 16 inches.
Photo Courtesy: Kate Cameron.
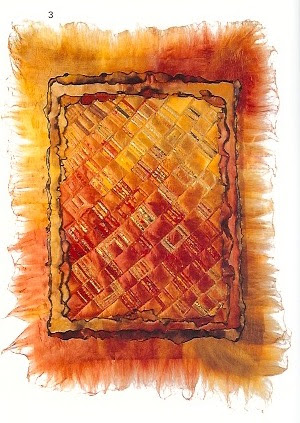
Artist and Title of Work: Sue Clancey (USA), Yellow Relief.
Materials and Techniques: Papermaking, cast paper, pulp painted, embedded; cotton fiber and fabric, pigment.
Size: 7 x 8 x 0.5 inches.
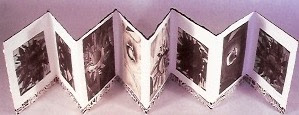
Artist and Title of Work: Judith Pinnell (Australia), Bhuj Remembered.
Materials and Techniques: Formed-silk paper, appliquéd, machine embroidered, couched; silk paper, metallic fabric and thread.
Size: 31 x 23 inches.
Photo Courtesy: Bewley Shaylor.
Artist and Title of Work: Erin Endicott (USA), Reticent.
Materials and Techniques: Painted, collaged, woven; paper, ribbon, vellum, watercolor.
Size: 16 x 7 inches.
Photo Courtesy: Joseph Hyde.
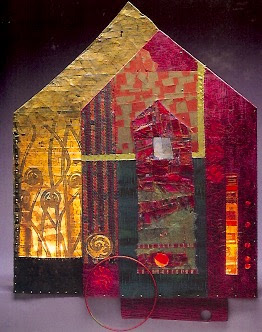
Artist and Title of Work: Jennifer Morrow Wilson (USA), How does your garden grow?
Materials and Techniques: Hand and machined stitched, collage, and constructed; handmade and commerical paper, wood, copper, waxed linen, tacks, thread, mirror, lamp parts, screening.
Size: 36 x 27 x 5 inches.
Photo Courtesy: Ken Woisard.
Detail of above image.
Artist and Title of Work: Jo Stealy (USA), Shrine.
Materials and Techniques: Papermaking, coiled cast; flax, honey-locust thorns, waxed linen, embroidery floss, wood.
Size: 18 x 8 x 2.5 inches.
Comment [2]: This piece is a shrine to women as vessels. The thorns that are poked inside the bottom vessel and around the opening of the niches are representative of the "little pricks in life."
Photo Courtesy: Peter Anger
Artist and Title of Work: Grimanesa Amoros (USA), Fotomana: African Housing.
Materials and Techniques: Papermaking, cotton pulp, clay, straw and sand.
Size: 30 x 48 inches.
Comment [2]: In 1994, I obtained a NEA grant and an Arts International Traveling grant to visit Ghana and the Ivory Coast. The trip lasted two months. In the small, tourist-free villages, I found a world that enchanted me with its spiritual and natural integrity and met people oblivious to many Western anxieties.
Photo Courtesy: Eric Guttelewitz.
References:
[1] see - https://www.paperrecycles.org
[2] Fiberarts Design Book 7, Editor S.M. Kieffer, Lark Books, New York (2004).
Preamble
For your convenience, I have listed below other post on Japanese textiles on this blogspot.
Discharge Thundercloud
The Basic Kimono Pattern
The Kimono and Japanese Textile Designs
Traditional Japanese Arabesque Patterns - Part I
Textile Dyeing Patterns of Japan
Traditional Japanese Arabesque Patterns - Part II
Sarasa Arabesque Patterns
Contemporary Japanese Textile Creations
Shibori (Tie-Dying)
History of the Kimono
A Textile Tour of Japan - Part I
A Textile Tour of Japan - Part II
The History of the Obi
Japanese Embroidery (Shishu)
Japanese Dyed Textiles
Aizome (Japanese Indigo Dyeing)
Stencil-Dyed Indigo Arabesque Patterns
Japanese Paintings on Silk
Tsutsugaki - Freehand Paste-Resist Dyeing
Street Play in Tokyo
Birds and Flowers in Japanese Textile Designs
Japanese Colors and Inks on Paper From the Idemitsu Collection
Yuzen: Multicolored Past-Resist Dyeing - Part I
Yuzen: Multi-colored Paste-Resist Dyeing - Part II
Katazome (Stencil Dyeing) - Part I
Katazome (Stencil Dyeing) - Part II
Katazome (Stencil Dyeing) - Part III
Birds and Flowers in Japanese Textile Designs - Part I
Introduction
The Toyko Olympics have began - despite Covid! To herald my favourite motto - "Be Brave, The Rest Will Follow" - we need to explore why the youth culture in Toyko is truely unique.
Tokyo is as unique in Japan as is Paris in France, London in Britain, Berlin in Germany and New York in the USA. These cities are not just representative of the countries in which they reside, rather they have a life force of their own which are in fact atypical of their countries.
Toyko’s nightscape.
What is not appreciated about Tokyo is its newness. An earthquake destroyed Tokyo in 1923. It was rebuilt - only to be destroyed again by the US firebombing in 1945. Hence Tokyo’s “ancient” sites are in fact reconstructions - traditional in form - but Tokyo's historical lineage had been lost because of these catastrophic events.
A view of destruction in Tokyo, seen from the top of the Imperial Hotel, which was the only hotel in the region that survived the 1923 earthquake.
Tokyo has become a maze of stimuli - from giant images speaking through multiple sound systems to mass commuters in the streets to the sight of bullet trains gliding over the Rainbow bridge to towering architectural facades animated by digital graphics.
Tokyo’s neon vision lights up at night.
Donald Richie likened Tokyo to the Buddhist maxim shogyo mujo meaning: “All is transient, impermanent, all is in motion – life is illusory”. Clearly, Tokyo with its sheer size, modernity and affluence invites indulgence on so many different levels that to Western eyes it may appear confusing, overwhelming and a chaotic array of stimuli.
Claes Oldenburg and Coosje van Bruggen’s “Saw, Sawing” (1996), Odaiba Island, Tokyo Bay.
Today’s post will focus on the “Street Play in Tokyo” [1].
Street Play in Tokyo[1]
There are many indie shops and fashion brands that exist only in Harajuku. These are the stores that give Harajuku its personality by catering mostly to the most adventurous Japanese kids. A single creative person often runs these small businesses. Typically they are someone who started the brand, created the designs and needs to work within the store in order to make it viable.
A typical Harajuku store.
Some street wearables in the Harajuku district.
A typical Harajuku fashion store sign – “Clothing Without Prejudice”.
Dressing up, meeting friends and photographing one another is a Sunday activity for the youth. Here are three friends at Harajuku’s Sunday catwalk near the JR railway bridge.
Elements of Kabuki theatre and other traditional arts are freely associated within pop-culture themes and dress.
Heavy make-up which is typical of Kabuki theatre.
Pop culture inspired head piece.
Harajuku Goth gatherings of the 1990s developed into weekly street theatre by Tokyo high-school youths.
The goulish faces of street theatre actors.
Science fiction also surfaces itself in street wear via bondage-inspired accessories. As the Reverend R.B. Perry stated in 1897: “The Japanese are really without any sense of sin, and have no word in their language to express the idea exactly”.
Bondage accessories are common in Japanese street wear.
Reference:
[1] Barry Dawson, Street Graphics Tokyo, Thames & Hudson, London (2002).
Preamble
Just as a reminder, intaglio prints can be created using solarplates. Here UV light only penetrates the clear area of the transparency and hardens the polymer, whereas areas beneath the opaque lines of the drawing remains soluble and so can be removed.
For your convenience I have listed other posts in this series:
Intaglio Prints Created Using Solarplates - Part I
Intaglio Prints Created Using Solarplates - Part II
Intaglio Prints Created Using Solarplates - Part III
Intaglio Prints Created Using Solarplates - Part IV
Intaglio Prints Created Using Solarplates - Part V
Intaglio Prints Created Using Solarplates[1] - Part VI
Intaglio Prints Created Using Solarplates[1] - Part II

Technique: Intaglio print.
Size: 61 x 45.7 cm.
Comment[1]: Stunning print.
Courtesy of reference [1].
Artist and Title: Tom Wasik, Self Portrait (1999).
Technique: Photopolymer gravure print.
Size: 28 x 38 cm.
Comment[1]: This plate was printed in blue/black, demonstrating that testing pays off.
Courtesy of reference [1].
Artist and Title: Dan Welden, Canyon 41 (1987).
Technique: Intalio monoprint.
Size: 45.7 x 61 cm.
Comment[1]: Dan Welden painted on to a processed plate with water-based Createx monoprinting inks and printed the plate in intaglio, achieving a very painterly effect. You can work solely with water-based inks if you wish, although the polymer will erode more quickly with water-based inks.
Courtesy of reference [1].
Artist and Title: Amy Ernst, Blue Professor (1997).
Technique: Intaglio monoprint.
Size: 38 x 28 cm.
Comment[1]: You can combine relief and intaglio inking methods on one plate. Here, Amy Ernst inked up the plate with black intaglio ink straight from the can. Then using an ink modifier, she created a transparent blue ink which she rolled on to the surface of the plate.
Courtesy of reference [1].
Artist and Title: Meredith Dean, Whispering (1999).
Technique: Intaglio print on handmade paper.
Size: 33 x 24 cm.
Comment[1]: Simple and yet an effective print. Note how the white border makes you focus on the print.
Courtesy of reference [1].
Artist and Title: Elaine Le Vassseur, Le Lark (1999).
Technique: Intaglio print.
Size: 18 x 20.5 cm.
Comment[1]: The image was printed using the viscosity technique.
Courtesy of reference [1].
Artist and Title: Ruth Leaf, The Landscape of My Mind (1998).
Technique: Intaglio prints.
Size: 18 x 14 cm.
Comment[1]: This printmakers' book is made of digital images printed in intaglio on to Somerset paper.
Courtesy of reference [1].
Artist and Title: Robyn Waghorn, 44 Smith Street (1994).
Technique: Set of 4 handmade artist printmakers' books with intaglio print images.
Size: Each image is 10 x 10 cm.
Comment[1]: Oriental papers are ideal for making artist printmakers' books because they are strong and yet delicate. Robyn Waghorn printed digital intaglio images on rice paper and fashioned them into these handmade artist printmakers' books with a concertina style pages.
Courtesy of reference [1].
Reference:
[1] D.Welden and P. Muir, Printmaking in the Sun, Watson-Guptill Publications, New York (1997).
Preamble
Art Quilts have featured on this blogspot and so for your convenience I have listed below previous posts in this series:
Art Quilts - Part I
Art Quilts - Part II
Art Quilts - Part III
Art Quilts - Part IV
Art Quilts - Part V
Art Quilts - Part VI
Art Quilts - Part VII
Art Quilters of the Netherlands - Part I
Art Quilters of the Netherlands - Part II
Art Quilters of the Netherlands - Part III
Four Selected European Art Quilters - Part I
Four Selected European Art Quilters - Part II
Four Selected European Art Quilters - Part III
Art Quilts of Jane Sassaman
Art Quilts of Michael A. Cummings
Four Selected European Art Quilters - Part IV
Art Quilts of Carolyn Crump
Jan Myers-Newbury
Art Quilts of Karin Franzen
Art Quilts of Emily Richardson
Four Selected European Art Quilters - Part V
Four Selected European Art Quilters - Part VI
Introduction
The categorization of what constitutes Art is a never ending evolution of the human imagination. It was once defined by the media on which it was displayed (e.g. canvass, stone, bronze, and paper). However, that approach did not last for very long (e.g. ArtCloth, Performance Art etc.) Defining Art based on its lack of functionality, also failed because of wearable art and also morphing the humble quilt as an art form. It seems that human beings imagination reqires expression and so the act of engagement turns a functional object, like a urinal, into Marcel Duchamp's Fountain (1917) - obviously a work of art.
It is the contextual setting, and the need to actively engage with the subject/object that makes it a work of art. Quilts served a function, but once that function was stripped away from quilts, they became a work of art.
Art Quilters of the Netherlands - Part I[1]

Title and Artist: All Nights All Days Angels Watching Over Me (1999), Dery Timmer.
Materials and Techniques: Book cover, embroidered.
Size: 30 x 30 cm.
Courtesy of reference [1].
Title and Artist: The Stroll (2001), Dery Timmer.
Materials and Techniques: Book cover, embroidered.
Size: 50 x 39 x 10 cm.
Courtesy of reference [1].
Title and Artist: With Both Feet (2006), Madelon de La Rive Box.
Materials and Techniques: Mixed textiles.
Size: 103 x 200 cm.
Courtesy of reference [1].
Title and Artist: Obstacle (2005), Madelon de La Rive Box.
Materials and Techniques: Raw silk, silver rod and stitching.
Size: 95 x 165 cm.
Courtesy of reference [1].
Title and Artist: Collar Object (2008), Riny Smits.
Materials and Techniques: Felt, organza, paper, Tyvek.
Size: 45 x 45 x 7 cm.
Courtesy of reference [1].
Title and Artist: Flow (2011), Riny Smits.
Materials and Techniques: Organza, vliese line, Tyvek.
Size: 80 x 30 x 5 cm.
Courtesy of reference [1].
Title and Artist: View of the Lake (2012), Anneke Herrold.
Materials and Techniques: Cotton.
Size: 71 x 105 cm.
Courtesy of reference [1].
Title and Artist: View of the Roofs (2012), Anneke Herrold, .
Materials and Techniques: Cotton.
Size: 74 x 105 cm.
Courtesy of reference [1].
Reference:
[1] H. Lijding, Art Quilts in Nederland, W Books, Amsterdam (2013).
Preamble
This is the one hundredth and thirteenth post in the "Art Resource" series, specifically aimed to construct an appropriate knowledge base in order to develop an artistic voice in ArtCloth.
Other posts in this series are:
Glossary of Cultural and Architectural Terms
Units Used in Dyeing and Printing of Fabrics
Occupational, Health & Safety
A Brief History of Color
The Nature of Color
Psychology of Color
Color Schemes
The Naming of Colors
The Munsell Color Classification System
Methuen Color Index and Classification System
The CIE System
Pantone - A Modern Color Classification System
Optical Properties of Fiber Materials
General Properties of Fiber Polymers and Fibers - Part I
General Properties of Fiber Polymers and Fibers - Part II
General Properties of Fiber Polymers and Fibers - Part III
General Properties of Fiber Polymers and Fibers - Part IV
General Properties of Fiber Polymers and Fibers - Part V
Protein Fibers - Wool
Protein Fibers - Speciality Hair Fibers
Protein Fibers - Silk
Protein Fibers - Wool versus Silk
Timelines of Fabrics, Dyes and Other Stuff
Cellulosic Fibers (Natural) - Cotton
Cellulosic Fibers (Natural) - Linen
Other Natural Cellulosic Fibers
General Overview of Man-Made Fibers
Man-Made Cellulosic Fibers - Viscose
Man-Made Cellulosic Fibers - Esters
Man-Made Synthetic Fibers - Nylon
Man-Made Synthetic Fibers - Polyester
Man-Made Synthetic Fibers - Acrylic and Modacrylic
Man-Made Synthetic Fibers - Olefins
Man-Made Synthetic Fibers - Elastomers
Man-Made Synthetic Fibers - Mineral Fibers
Man Made Fibers - Other Textile Fibers
Fiber Blends
From Fiber to Yarn: Overview - Part I
From Fiber to Yarn: Overview - Part II
Melt-Spun Fibers
Characteristics of Filament Yarn
Yarn Classification
Direct Spun Yarns
Textured Filament Yarns
Fabric Construction - Felt
Fabric Construction - Nonwoven fabrics
A Fashion Data Base
Fabric Construction - Leather
Fabric Construction - Films
Glossary of Colors, Dyes, Inks, Pigments and Resins
Fabric Construction – Foams and Poromeric Material
Knitting
Hosiery
Glossary of Fabrics, Fibers, Finishes, Garments and Yarns
Weaving and the Loom
Similarities and Differences in Woven Fabrics
The Three Basic Weaves - Plain Weave (Part I)
The Three Basic Weaves - Plain Weave (Part II)
The Three Basic Weaves - Twill Weave
The Three Basic Weaves - Satin Weave
Figured Weaves - Leno Weave
Figured Weaves – Piqué Weave
Figured Fabrics
Glossary of Art, Artists, Art Motifs and Art Movements
Crêpe Fabrics
Crêpe Effect Fabrics
Pile Fabrics - General
Woven Pile Fabrics
Chenille Yarn and Tufted Pile Fabrics
Knit-Pile Fabrics
Flocked Pile Fabrics and Other Pile Construction Processes
Glossary of Paper, Photography, Printing, Prints and Publication Terms
Napped Fabrics – Part I
Napped Fabrics – Part II
Double Cloth
Multicomponent Fabrics
Knit-Sew or Stitch Through Fabrics
Finishes - Overview
Finishes - Initial Fabric Cleaning
Mechanical Finishes - Part I
Mechanical Finishes - Part II
Additive Finishes
Chemical Finishes - Bleaching
Glossary of Scientific Terms
Chemical Finishes - Acid Finishes
Finishes: Mercerization
Finishes: Waterproof and Water-Repellent Fabrics
Finishes: Flame-Proofed Fabrics
Finishes to Prevent Attack by Insects and Micro-Organisms
Other Finishes
Shrinkage - Part I
Shrinkage - Part II
Progressive Shrinkage and Methods of Control
Durable Press and Wash-and-Wear Finishes - Part I
Durable Press and Wash-and-Wear Finishes - Part II
Durable Press and Wash-and-Wear Finishes - Part III
Durable Press and Wash-and-Wear Finishes - Part IV
Durable Press and Wash-and-Wear Finishes - Part V
The General Theory of Dyeing – Part I
The General Theory of Dyeing - Part II
Natural Dyes
Natural Dyes - Indigo
Mordant Dyes
Premetallized Dyes
Azoic Dyes
Basic Dyes
Acid Dyes
Disperse Dyes
Direct Dyes
Reactive Dyes
Sulfur Dyes
Blends – Fibers and Direct Dyeing
The General Theory of Printing
There are currently eight data bases on this blogspot, namely, the Glossary of Cultural and Architectural Terms, Timelines of Fabrics, Dyes and Other Stuff, A Fashion Data Base, the Glossary of Colors, Dyes, Inks, Pigments and Resins, the Glossary of Fabrics, Fibers, Finishes, Garments and Yarns, Glossary of Art, Artists, Art Motifs and Art Movements, Glossary of Paper, Photography, Printing, Prints and Publication Terms and the Glossary of Scientific Terms, which has been updated to Version 3.5. All data bases will be updated from time-to-time in the future.
If you find any post on this blog site useful, you can save it or copy and paste it into your own "Word" document etc. for your future reference. For example, Safari allows you to save a post (e.g. click on "File", click on "Print" and release, click on "PDF" and then click on "Save As" and release - and a PDF should appear where you have stored it). Safari also allows you to mail a post to a friend (click on "File", and then point cursor to "Mail Contents On This Page" and release). Either way, this or other posts on this site may be a useful Art Resource for you.
The Art Resource series will be the first post in each calendar month. Remember - these Art Resource posts span information that will be useful for a home hobbyist to that required by a final year University Fine-Art student and so undoubtedly, some parts of any Art Resource post may appear far too technical for your needs (skip over those mind boggling parts) and in other parts, it may be too simplistic with respect to your level of knowledge (ditto the skip). The trade-off between these two extremes will mean that Art Resource posts will hopefully be useful in parts to most, but unfortunately may not be satisfying to all!
Introduction [1-2]
In order to understand the coloring of textile materials, we need to have some understanding of the general theory of printing. We have basically covered color, color systems, optical properties of textiles and fibers. We have also discussed the general theory of the dyeing of textile materials.
Today, we shall focus on the general theory of printing.
The printing of textile materials is the application of color according to a pre-determined design. Generally, a printing paste, consisting of dye, water, thickener and hydrocarbon oil or solvent is applied to the textile material. After the printing paste is applied, the textile material is steamed in order to ensure that the dye molecules migrate from the surface of the fabric and penetrate deeply into the fiber polymer system. Steaming swells the voids in the fiber polymer system and in particular, enlarges those in the amorphous regions of the fiber polymer system, thereby ensuring that the dye uptake of the polymer system is greater and held more securely, and so improving the color fastness of the textile material.
The general theory of printing explains the interaction, on steaming, between the dye, fiber, water, thickener and hydrocarbon solvent. More specifically, it explains how within the printing paste:
(i) Forces of repulsion are developed between the dye molecule and the constituents of the printing paste, and;
(ii) Forces of attraction are developed between the dye molecules and the fibers of the textile material to be printed.
We have already covered the general theory of dyeing and so we will not regurgitate many of those concepts that we covered in that blog.
The Role of Elements in the Printing Process [1-2]
The Role Of Water
A relatively small amount of water is used; enough to dissolve the dye into a paste. Water is used as a convenient and readily available medium to mix, or to disperse the dye molecules into the thickener.
The Role of a Thickener
The printing paste is an emulsion of the thickener, hydrocarbon (such as a white spirit or a very light hydrocarbon oil) and a surface-active agent. The thickener acts as a medium for the dye paste. The surface-active agent enables emulsification of the thickener with the hydrocarbon imparting a uniform consistency (i.e. uniform viscosity) to the printing paste. The viscosity (i.e. ease with which the paste will flow) of a printing paste is very important since it influences the clarity and appearance of the printed pattern. The thickener therefore influences the clarity of the printed pattern. The physical-chemical properties of the thickener must be such that immediately after printing, it will form a film of sufficient plasticity and elasticity not to flake, crack or peel when dried. The thickener also prevents the dye to run via a capillary action.
The success of printing textile materials depends very much on the type, quality and characteristics of the thickener. Thickeners can be constituted from any of the following:
(i) Natural gums, such as gum arabic, acacia gums or gums prepared from starches and other polysaccharides.
(ii) Man-Made, natural polymer based gums such as water-soluble cellulose ethers, such as carboxymethyl cellulose, methyl and ethyl cellulose, and sodium alginate.
(iii) Occasionally man-made, synthetic compounds such as polyvinyl alcohol.
When selecting a thickener, it is important to select one that does not compete with the fiber for the dye. For example, if a cellulosic textile material is to be printed, the paste must not be mixed with a cellulosic-based thickener, because both polymer systems have similar characteristics and so the thickener, which initially houses the dye, will not release it since it may be similar and if not more substantive to the dye molecules than the fiber polymer system.
Textile printed with cellulose thickeners.
The Role of Steam
After printing, it is usual to steam the textile material in order to achieve color-fastness. Steaming ensures the adequate penetration of the fiber by dye molecules for the following reasons: it generates sufficient kinetic energy to the dye molecules to enter the fiber polymer system at speed, which is further assisted by the fact that steaming swells the fiber, enlarging the entry voids and the internal voids within the amorphous system of the fiber polymer system that will house the dye molecules. Hence steaming assists in dye uptake by the fiber polymer system.
The Role of Dry Heating
Thermoplastic fibers tend to be hydrophobic (water hating) and so will not swell sufficiently in water (which it tries to repel) or when subject to steaming. However, dry heating softens the fibers by pushing the fiber polymers in the amorphous region further apart, enlarging the voids in that region and so this promotes dye molecule entry and uptake. Note: Once the dry heating is turned off these voids shrink, trapping the dye molecules within the fiber polymer system.
The above process of fixing or setting of printed patterns on the textile materials is particularly important when using pigments, since they have little substantivity for the fiber polymer system, but by the above mechanism are nonetheless trapped in the amorphous regions of the fiber polymer system.
Washing Off
This has to be done to remove the thickener and other printing paste constituents, which have not entered the fiber polymer system. There will always be some dye molecules on the surface of the fibers, which must be removed in the washing off process.
Desirable Fastness Properties
Fading
Fading is a color loss due to dye molecules being removed over a length of time from the fiber polymer system. It is the result of some change in the structure of the dye molecule due to the absorption of light, reaction with air pollutants, laundering, dry-cleaning and/or due to some other degrading agency. To completely understand the cause of fading requires a map of the structural changes to the dye molecule, which at present is difficult to do.
Fastness To Sunlight
There is actually no hard and fast chemical explanation for fading of textile materials in the presence of UV sunlight. The most likely explanation is the UV light can ionize chromophores of the dyed molecules and so initiate reactions with the dye molecules, accelerating their structural damage. Moisture assists such processes.
Flags have to be color-fast to sunlight.
Wash-Fastness
The loss of color during laundering is referred to as a lack of wash-fastness or “bleeding". Dyes are held by weak forces in the amorphous region of the fiber polymer system by hydrogen bonds or even by the weaker van der Waals forces. If dyes bleed from the fiber they generally have not penetrated deeply enough in the fiber polymer system. Furthermore, voids, which are enlarged by the warm-to-hot laundering processes, the agitation of laundering may be sufficient to break these weak bonds, thereby allowing dye molecules to escape through the larger sized voids.
Fitness T-Shirts need to be wash-fast.
Note:If bleaches are used at some stage during the laundering process, then fading might also be due to chemical degradation of the dye by the bleach.
Dry Clean-Fastness
The loss of color due to the dry cleaning process is called the lack of dry cleaning-fastness. This is probably due to the same mechanism described above with an important proviso that the dye molecules are probably soluble in the dry-cleaning solvent. Loss of color during the dry cleaning process varies according to the particular dye and the particular dry-cleaning solvent used. Generally, loss of color during the dry cleaning process is a rare occurance.
Business shirts need to be dry clean-fast.
Fastness To Perspiration
Perspiration is a complex combination of body oils, fats, and saline solution. The perspiration process is further complicated by the addition of perfumes and under arm deodorants on the skin or even the addition of insect repellents. Perspiration is slightly acidic, and so the loss of color may result for similar reasons as given above for wash-fastness and dry cleaning fastness.
As perspiration is acidic it may be possible for it to chemically react with the dye molecule, causing its chemical degradation, but this is a somewhat rare occurrence as well.
Sports outfits need to be perspiration fast.
Fastness to Compounds and Bleaches containing Chlorine.
With the presence of swimming pools with chlorinated water (calcium hypochlorite) and with chlorine bleaches (sodium hypochlorite) being used in the laundering process, the chemical degradation of dyes sensitive to both these reagents is due to their oxidizing effect.
Fastness To Seawater
The main constituent of seawater is sodium chloride (NaCl) or more commonly known as table salt. When a textile material is subject to seawater, intense sunlight will hydrolyze it, producing hydrochloric acid, which degrades the dye molecules. Seawater also contains other oxidizing agents, which also degrades dye molecules (e.g. seawater will bleach the hair of professional surfers).
Dye molecules that provide good color-fastness to seawater are those, which can resist prolonged exposure to dilute hydrochloric acid and/or other oxidizing agents, ultraviolet radiation and heat.
Gucci swimwear is resistant to fading from seawater and has fastness to bleaches containing chlorine (see above).
Fading Due To Other Causes
Inorganic acids, alkalis, and fruit juices etc. can cause fading. It occurs because the dye molecule reacts with the degrading agent causing the chemical degradation of the dye.
Fading, due to dry ironing may be attributed to the dye molecule being heat sensitive and so it degrades with applied heat, whereas fading due to steam pressing is due to the inability of some dye molecules to resist the hydrolytic effects of steaming.
References:
[1] E.P.G. Gohl and L.D. Vilensky, Textile Science, Longman Cheshire, Melbourne (1989).
[2] E.P.G. Gohl and L.D. Vilensky, Textile Science, Longman Cheshire, Melbourne (1989).

 Chinese paper making.
Chinese paper making. Ancient Chinese paper - Sutori.
Ancient Chinese paper - Sutori. A mid-19th century paper mill, the Forest Fibre Company, in Berlin, New Hampshire.
A mid-19th century paper mill, the Forest Fibre Company, in Berlin, New Hampshire.
 Detail of above paper object.
Detail of above paper object.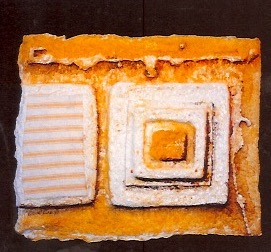 Artist and Title of Work: Sue Clancey (USA), Yellow Relief.
Artist and Title of Work: Sue Clancey (USA), Yellow Relief. Artist and Title of Work: Judith Pinnell (Australia), Bhuj Remembered.
Artist and Title of Work: Judith Pinnell (Australia), Bhuj Remembered. Artist and Title of Work: Erin Endicott (USA), Reticent.
Artist and Title of Work: Erin Endicott (USA), Reticent.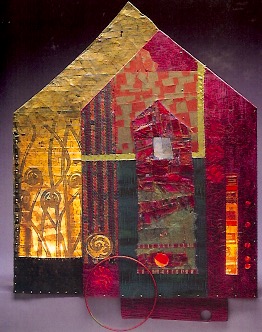 Artist and Title of Work: Jennifer Morrow Wilson (USA), How does your garden grow?
Artist and Title of Work: Jennifer Morrow Wilson (USA), How does your garden grow?
 Detail of above image.
Detail of above image. Artist and Title of Work: Grimanesa Amoros (USA), Fotomana: African Housing.
Artist and Title of Work: Grimanesa Amoros (USA), Fotomana: African Housing.