Introduction
Most of us think we understand the word “entropy” and yet we don’t. You can think of entropy as a measure of chaos or the amount of disorder in a system. That is, the more chaotic or disordered a system is, the greater amount of entropy it possesses. Clearly, the hotter a system, the more chaotic or disordered it becomes, the more entropy it possesses. To understand this, the surface of the sun is hotter than a warm towel and so its surface is more chaotic. On the other hand, the colder the system the less chaotic, and the more ordered it becomes, the less entropy it possesses. For example, ice is more ordered than liquid water, and liquid water is more ordered than steam.
If we have a closed or isolated system – that is, a system where energy cannot escape from its boundaries – then the total energy contained within the system is fixed. The Universe that we live in is by definition an isolated system and so our Universe contains a fixed amount of energy. To use this energy to conduct any processes means that such an action tends to occur only with a resultant increase in entropy and that the direction of change will always lead to greater disorder. This is called the second Law of Thermodynamics.
Chaotic nature of our Universe
Photography Courtesy of NASA.
The Second Law of Thermodynamics has many different definitional guises but basically the above definition is probably easiest to understand. Let us give a few examples of how it works.
Example 1: I create artwork and as I do my mark making exercise I change the chemical energy stored in my body as fats (more ordered) into heat (less ordered). I have increased the heat, and therefore increased the disorder of the room.
Converted brown and beige colored fat cells that converted energy into heat.
Examples 2-3: I hold a cup in my hand and accidentally drop it. It smashes onto the floor, breaking into little pieces (more disordered than before). Hot winds (more random air molecules) blow into cold regions (more ordered) in order to make the latter regions more random, driving the system closer to equilibrium. All of these trivial examples (and millions more) tend to confirm that this Law is valid.
Shattered coffee cup on a floor.
Eventually since natural processes are using up the fixed amount of energy within our Universe, the stockpile of available energy in our Universe will continually decrease, since it is being used to create a more disordered system.
What is surprising is the order does appear to be constructed on a regular basis that overcomes this notion of natural disorder. Gravity is a perfect example of a self-organization mechanism. We have planets and a solar system, which were created after great chaos (big bang theory). The best way to reconcile the two is to realize that gravity is a form of global order arising out of local interactions between components of an initially disordered system. It is spontaneous and moreover, can self-repair substantial damage or perturbations to the order it creates.
Gravity at work. In this NASA photo of our Milky Way galaxy, the dark patches in front of the brighter background are opaque clouds of clumped dust grains known as dark nebulae. It is gravity that pulls these dust grains onto clumps and eventually into stars and planets.
Self-organization is found in such diverse areas as: chemical, physical, biological, social and cognitive systems. For example, it is used to explain the psychology of the markeplace, how crystals are formed and swarming of groups of animals.
In a study published on July 15, 2011, in the Institute of Physics and German Physical Society’s New Journal of Physics, researchers have shown that swarming, a phenomenon that can be crucial to an animal’s survival, is created by the same kind of social networks that humans adopt.
It is the juxtaposition of these two organizing principles – entropy and self-organization – that underlies the basis of my ArtCloth work – Entropy.
Entropy - An ArtCloth Work
In order to create this work I needed to give fragments of rationality or self-organization embedded in a field of chaos or disorder. To invoke images of rationalism, who better to go to than to appropriate images of Leonardo de Vinci and blocks of wall art. As for random fluctuations, then by far the best mark making of choice is plain “scribble”, since it tends to be incoherent and moreover, entangles itself at every opportunity, leaving a distinct feeling of chaos.
Armed with my mark making tools, the next step was to work my ideas on my medium of choice – cloth.
Artist Statement: From chaos (entropy) self-reorganization suddenly emerges. The ArtCloth “ENTROPY” examines the explosion of painterly images that arose from a fragmented societal framework during the renaissance to the recent explosion of contemporary wall art within a similar societal framework.
Techniques and Media: Multiple discharge processes, silkscreened, stenciled and mono printed employing gels, transparent, opaque and metallic paints on rayon.
Size of Work: 1.1 (width) x 3.2 (height) meters.
Entropy (Full view)
Note: Photograph taken from side angle.
Entropy (Close up 1)
Entropy (Close up 2)
Entropy (Detail 1a)
Entropy (Detail 1b)
Entropy (Detail 2a)
Entropy (Detail 2b)
Introduction
Hallstatt is in upper Austria – no Kangaroos in Austria! It is internationally renowned for its prehistoric salt mines. The climatic conditions in the mines are such that organic materials – such as textiles – were preserved for over 3000 years. They are some of the oldest dyed textiles in Europe, since they have been dated from the Bronze Age (ca. 1600 – 1200 B.C.) to the Early Iron Age (Hallstatt Culture, 850 – 350 B.C.)
Iron Age woven cloth from the Hallstatt salt mines.
Courtesy of Natural History Museum, Vienna.
For over 150 years, archaeologists have excavated these fragile remains - under trying conditions. Presently a team from the Natural History Museum Vienna (NHMV) are tracing the old prehistoric shafts of the salt mines in order to search for artefacts firmly encrusted in the rock salt.
A shaft in an old salt mine.
Courtesy of NHMV.
From the early Stone Age (5000 B.C.) salt has been an essential raw material, not only for consumption, but mainly because it preserves meat. Vital though salt is, it is not found everywhere: for example, Hungary, Bohemia and Switzerland do not have salt deposits. Places with viable salt deposits are thus all the more important from a survival point of view and also as a trading commodity. Hallstatt Hochtal (Hallstatt Valley) was one such rare location. Three thousand years ago salt from this valley was probably traded many hundreds of kilometres north, east and over the Alps to the south.
The narrow valley, 400 meters above Hallstatt is unique in having salt beds that have been compressed and pushed up near the surface.
Courtesy of NHMV.
The Bronze Age miners left many fragments of thick woollen materials, which appear to have been used as bags in which the mined salt was carried. As yet, no convincing narrative has been found for the hundreds of pieces of fabric that were discarded in the Iron Age. It seems likely that expendable textiles were collected in the settlement, ripped up and taken to the mines. It is not known what part these rags played in the work process before they were discarded. Later in history both Bronze and Iron Age mines were destroyed by catastrophic events.
Iron Age leather shoes from the salt mine at Hallstatt. The front part of the shoe is visibly worn out (top). Archaeologists assume that the shoe was used for climbing ladders and stairs in the mines; this is consistent with the fact that only rarely are the heels worn down.
Courtesy of NHMV.
The Hallstatt burial site - consisting of almost 1,500 graves - has yielded no remnants of clothing. However, woven fragments appear in conjunction with many swords and daggers made of iron, where the oxidation of the metal has preserved the woven material and so left it intact.
Iron dagger, with an antenna shaped handle, approximately 600 – 400 B.C . Cloth binding around the blade has been partially preserved due to the rust.
Courtesy of NHMV.
An artist’s impression of a burial in the Hallstatt Hochtal.
Photograph courtesy of D. Grobner, NHMV.
The textiles in the Hallstatt mines had a greater chance of survival since special conditions prevailed in the mines - such as ice, salt or peat bog - conditions which enabled organic materials to survive.
If you are in Vienna, you should visit the Natural History Museum as well as its many galleries, where you will find a wonderful tome: Colors of Hallstatt – Textiles Connecting Science and Art (ISBN 978-3-902421-65-4), which contains articles by Regina Hofmann-de Keijzer, Anna Moser, Karina Gromer and Helga Rosel-Mautendorfer – just to mention a few! This blog is largely composed of a combination of their narratives on the textiles of Hallstatt.
The Textiles of Hallstatt
Evolution has engineered our eyesight in order that we see in the visible range of the electromagnetic spectrum. This range is transparent with respect to the Earth’s atmosphere and so it enables human beings to see far into the distance as well as to see colors: from blue through to green and yellow to red – thereby making color a very important innovator both psychologically and in practice. For example, psychologically a blue foodstuff is difficult to eat, since blue is often associated with poisons.
When confronted with a traditional textile three important components stand out, namely: the material or structure, the pattern or ornament and perhaps its most important aspect – its color.
Structure of the Hallstatt Textiles
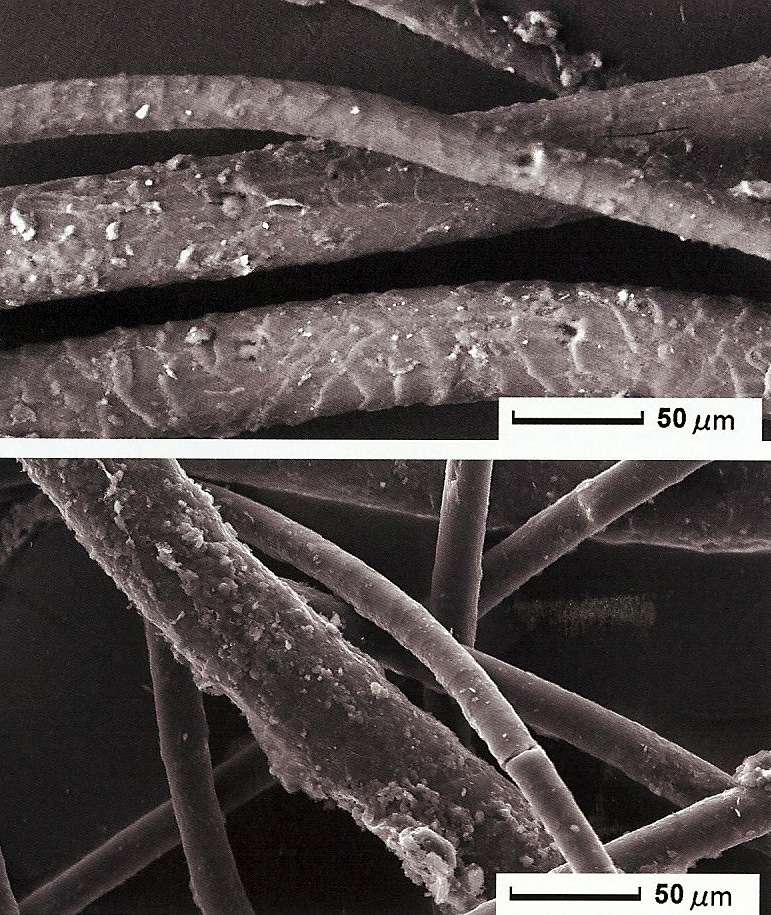
The woollen fabrics of Hallstatt were well preserved due to the salt. The electron microscope images of Professor Joosten show mostly minor degradation of the woollen fibers with the characteristic scales on the woollen fibers still clearly recognisable.
Electron microscopic image of wool fibers from the prehistoric Hallstatt textiles with well recognizable scales (above) and with hardly visible scales removed due to contamination (below).
Courtesy of The Cultural Heritage Agency of the Netherlands.
Textile production is very time consuming. For example, it has been estimated that using prehistoric processes it would take: one hour to sort the fleece; one hour to tease the wool; five hours to card the wool; eighty hours to spin and twist the yarn; five hours to wash and dry the yarn; twenty-five hours to weave. In total, one hundred and seventeen hours would be spent in order to produce a textile, making it an extremely valuable commodity that would be readily traded and certainly repaired rather than discarded.
Teasing, combing and carding wool.
Note: The oldest finds of long-toothed combs came from the late Neolithic Age around 3700 B.C. that were still in use until the Middle Ages. Carded wool was removed from the comb, resulting in so-called tops.
Photograph courtesy of G. Rosel
Weaving is the interlacing at right angles of warp and weft threads. The warp is a set of threads that run longitudinally along the weave. The weft or filling is the set of threads running at right angle across the direction of the work. By raising all the even-numbered and lowering all the uneven-numbered warp threads a shed is formed. The weft thread is inserted into the shed and pressed against the fabric. The shed is changed and the process repeated.
In prehistory, warp-weighted looms were used from as early as the Neolithic. The loom employed clay or stone weights to stretch the warp threads. The loom was leaned against the wall and this inclination produced a natural shed. From the position of loom weights in the Iron Age found in homes, it is estimated that materials were produced in widths of 60 to 120 cm, but also up to three to four meters.
Weaving on a weighted loom.
Photograph courtesy of G. Weinlinger.
Patterns or Ornaments of the Hallstatt Textiles
Only fragments of the textiles of Hallstatt have been discovered and so the primary functionality of the fabric has been lost. Nevertheless, much can be gleaned from these fabric fragments. For example, the weave and thread count of the fabric informs about the loom or type of weaving; felting of the textile surface indicates deliberate thickening of the weave or signs of wear and tear; seams and hems also informs about the cut, sewing techniques and construction of the garment etc.
Some of the textiles from Hallstatt.
Courtesy of NHMV.
The fabrics from the salt mines are mainly woollen and some are of extraordinarily fine quality. These woollens were woven on warp-weighted looms that could produce not only a plain tabby (first picture of the top row) but more complex weave constructions including various twills. The most popular is the even sided twill (first image on second row). Less common are pointed twill (third from the left on the second row), herringbone twill or basket weave.
Interesting patterns were created with simple twills by alternating groups of S and Z-spun threads. The resulting weave gives the optical impression of a “pointed twill”: depending on the angle of the light falling on the fabric, some stripes appear darker than others. The leading edges of the fabric are often in a rep weave to achieve extra robustness. Rep is also applied in the manufacture of braids that can form part of grid weaves. The rep bands (similar to today’s costume ribbons) are sometimes executed in several colors. Evidently the people of the Hallstatt period prized colored ribbons as a facing for woven edges: this is evidenced by some fine examples of tablet weaving.
Rep ribbons can be easily manufactured using a wooden grid or heddle rod. Tablet weaving requires tablets with four holes to create colorful strong braids. It was especially favored as a method for producing complicated patterns. Five tablet woven bands have been found in the Hallstatt salt mines, made in different ways. Two carry patterns that replicate triangle, fret and diamond forms – designs that were also used on clay vessels of the period.
The original multi-colored rep and tablet woven braids.
Courtesy of NHMV.
There are many examples of sewn work in Hallstatt. Some evidence of methodical tailoring is dated as early as 700 B.C. Hems and seams were deftly executed: impressive stitching in blue and white. Repairing clothing (patches to replace heavy worn regions) testifies the value of cloth in those ancient times. Unfortunately, the remnants of fabrics are too small in order to back-engineer the items of clothing that they were derived from.
The very smooth yarn of Hallstatt edging bands informs us about the many deliberate and carefully executed procedures in the preparation of the wool. The quality achieved in the edgings and the enormous energy involved in making these woven bands is a testament of the importance of fabrics in prehistoric societies.
Hallstatt textiles in one of the draws of a repository of the NHMV.
Courtesy of NHMV.
Dyeing Of Hallstatt Textiles
It is part of the human psychology to be creative with any made item. The functionality of an item, material or garment made from it, may be the primary driver but once it is made it is the aesthetic qualities that elevates the primary purpose to a secondary ideal (its cut or style) to a tertiary quest (covering function-style-color). The Hallstatt textiles give us an important glimmer of that latter.
Optical light microscope image of a yarn sample from an Iron Age textile. When dyeing strongly twisted yarn with woad, the parts of fibers that lie in the center of the yarn often remain undyed.
Photography courtesy of R. Sauer.
Numerous barks, leaves and galls contain tanning substances that bond directly to textile fibers. Modern methods of detection can yield the dyed molecule but not necessarily the plant from which the dye molecule was extracted. Therefore prehistoric humans could dye brown colors, from a yellowish to a reddish shade. Already in the Bronze Age the technology of dyeing dark brown to black using tannin and iron containing components was well known.
Yellow flowers and green parts of plants are sources for yellow dyes. The yellow dyes used in the Hallstatt textiles employed the dyestuffs - luteolin and apigenin. Sources of these may have been weld (Reseda luteola), dyer’s broom (Genista tinctoria) and sawwort (Serratula tinctoria). In the textiles from the Iron age, the following yellow dyes were detected: rhamnetin (from Persian berries perhaps - Rhamnus species); crocetin (from saffron perhaps - Crocus sativus).
Iron Age textile fragment from the salt mine of Hallstatt. Dyed with a plant that contains luteolin and apigenin (e.g. weld).
Courtesy of NHMV.
In nature red dyes for textiles are not common. Yet the prehistoric people had discovered them already in lichens, in the roots of plants of the Rubiaceae family (Lady’s bedstraw and madder) and in dye insects (e.g. kermes and cochineal). Kermes and madder were not found in the Hallstatt textiles of the Bronze Age and the early Iron Age. It is only in the latter stages of the Iron Age red dyes were found, possibly extracted from Polish cochineal.
Optical light microscopic image of a textile fragment from the Bronze Age with the oldest woad dyeing from the salt mines of Hallstatt. The fabric was dyed after weaving. Places where threads were covered by others remain not dyed.
Courtesy of NHMV.
Yellow and red dyes are soluble, and so upon washing they can easily be detached from the fibers. Tanning agents and fermentation could have created stronger bonds between the fiber and dyes. However, it is only when mordants were discovered that prehistoric people could achieve long-lasting yellow and red fabrics. Mordants, with polyvalent metal ions, gave the best result. When the color shade had to remain unaltered, aluminium containing mordants were used. Clubmosses (Lycopodiaceae) with a relatively high content of aluminium was readily available. Copper based mordants change the color of the fabric to green, iron compounds and tannins to brown.
Aluminium, iron and copper were identified in the prehistoric textiles of Hallstatt. These elements may have originated from mordants. However, they may have also originated from the salt mine itself.
The production of indigotin, a blue pigment from the green leaves of indigo plants, and of purple red to blue pigments from the glands of purple snails were among the most outstanding achievements of prehistoric peoples.
In order to dye textiles with these insoluble pigments prehistoric people had to develop a special technology – vat dyeing. In an alkaline and reducing solution it was possible to alter the insoluble pigments into soluble greenish-yellow compounds. The textile was immersed in a vat dye and when it was taken out of the vat, its contact with the oxygen in the air re-converted the green-yellowish compound into an insoluble pigment, which became bound to the fibers.
In more than 40% of the investigated textiles dating back to Bronze Age, scientists identified the blue pigment indigotin, thereby suggesting the use of the indigo plant. The indigo plant of prehistory in Europe was most likely woad (Isatis tinctoria).
So far red textiles have not been found in the prehistoric salt mines of Hallstatt. Nevertheless, analysis has shown that red dyes from insects and lichens came into use in the dyeing practice of the Hallstatt period. Scientists analyzed traces of red dyes in textiles dyed blue with woad. Apart from the vat dyeing with woad apparently a red dye was used in order to give the blue a more reddish shade.
Iron Age textile fragment from the salt mine of Hallstatt. The woad blue was tinted with red dye from a dye insect, probably Polish cochineal.
Courtesy of NHMV.
Leaf green (chlorophyll) is unsuitable for dyeing a textile green. Some 2500 years ago in Hallstatt the prehistoric peoples realized that in order to obtain a green textile, yellow and blue dyeing needed to be combined. They dyed the textile blue possibly with woad and then yellow with a plant like weld.
Iron Age textile fragment from the salt mine of Hallstatt. It is colored green by combining a blue dyeing with woad and a yellow dyeing with example weld.
Courtesy of NHMV.
Some Clothes Inspired By The Hallstatt Textiles
The textile fragments of Hallstatt provides a platform for modern peoples to image the tertiary visibility of these textiles. What was the functionality, style and color – the complete view – that these fabric pieces were a part of?
A number of students and artists used their imagination to generate wearables consistent with information gleaned from years of research of the Hallstatt textile fragments. The images below are just a vignette of the range of inspired wearables that were on display.
C. Bast, Body extensions, felted material and appendages.
Courtesy of C. Bast.
C. Chatel, Hand-woven peplos. Woollen yarn dyed with natural indigo.
Photograph courtesy of P. Hoiss.
C. Dorfler, Garment with corrosion patterns.
Courtesy of C. Dorfler.
C. Dorfler, Garment in boro style. Various patches dyed with natural indigo.
C. Dorfler, Wandering Tribe Collection.
Clothing dyed with techniques using metal corrosion.
Preamble
This is the eleventh post in the "Art Resource" series, specifically aimed to construct an appropriate knowledge base in order to develop an artistic voice in ArtCloth.
Other posts in this series are:
Glossary of Cultural and Architectural Terms
Units Used in Dyeing and Printing of Fabrics
Occupational, Health & Safety
A Brief History of Color
The Nature of Color
Psychology of Color
Color Schemes
The Naming of Colors
The Munsell Color Classification System
Methuen Color Index and Classification System
The CIE System
Pantone - A Modern Color Classification System
Optical Properties of Fiber Materials
General Properties of Fiber Polymers and Fibers - Part I
General Properties of Fiber Polymers and Fibers - Part II
General Properties of Fiber Polymers and Fibers - Part III
General Properties of Fiber Polymers and Fibers - Part IV
General Properties of Fiber Polymers and Fibers - Part V
Protein Fibers - Wool
Protein Fibers - Speciality Hair Fibers
Protein Fibers - Silk
Protein Fibers - Wool versus Silk
Timelines of Fabrics, Dyes and Other Stuff
Cellulosic Fibers (Natural) - Cotton
Cellulosic Fibers (Natural) - Linen
Other Natural Cellulosic Fibers
General Overview of Man-Made Fibers
Man-Made Cellulosic Fibers - Viscose
Man-Made Cellulosic Fibers - Esters
Man-Made Synthetic Fibers - Nylon
Man-Made Synthetic Fibers - Polyester
Man-Made Synthetic Fibers - Acrylic and Modacrylic
Man-Made Synthetic Fibers - Olefins
Man-Made Synthetic Fibers - Elastomers
Man-Made Synthetic Fibers - Mineral Fibers
Man Made Fibers - Other Textile Fibers
Fiber Blends
From Fiber to Yarn: Overview - Part I
From Fiber to Yarn: Overview - Part II
Melt-Spun Fibers
Characteristics of Filament Yarn
Yarn Classification
Direct Spun Yarns
Textured Filament Yarns
Fabric Construction - Felt
Fabric Construction - Nonwoven fabrics
A Fashion Data Base
Fabric Construction - Leather
Fabric Construction - Films
Glossary of Colors, Dyes, Inks, Pigments and Resins
Fabric Construction – Foams and Poromeric Material
Knitting
Hosiery
Glossary of Fabrics, Fibers, Finishes, Garments and Yarns
Weaving and the Loom
Similarities and Differences in Woven Fabrics
The Three Basic Weaves - Plain Weave (Part I)
The Three Basic Weaves - Plain Weave (Part II)
The Three Basic Weaves - Twill Weave
The Three Basic Weaves - Satin Weave
Figured Weaves - Leno Weave
Figured Weaves – Piqué Weave
Figured Fabrics
Glossary of Art, Artists, Art Motifs and Art Movements
Crêpe Fabrics
Crêpe Effect Fabrics
Pile Fabrics - General
Woven Pile Fabrics
Chenille Yarn and Tufted Pile Fabrics
Knit-Pile Fabrics
Flocked Pile Fabrics and Other Pile Construction Processes
Glossary of Paper, Photography, Printing, Prints and Publication Terms
Napped Fabrics – Part I
Napped Fabrics – Part II
Double Cloth
Multicomponent Fabrics
Knit-Sew or Stitch Through Fabrics
Finishes - Overview
Finishes - Initial Fabric Cleaning
Mechanical Finishes - Part I
Mechanical Finishes - Part II
Additive Finishes
Chemical Finishes - Bleaching
Glossary of Scientific Terms
Chemical Finishes - Acid Finishes
Finishes: Mercerization
Finishes: Waterproof and Water-Repellent Fabrics
Finishes: Flame-Proofed Fabrics
Finishes to Prevent Attack by Insects and Micro-Organisms
Other Finishes
Shrinkage - Part I
Shrinkage - Part II
Progressive Shrinkage and Methods of Control
Durable Press and Wash-and-Wear Finishes - Part I
Durable Press and Wash-and-Wear Finishes - Part II
Durable Press and Wash-and-Wear Finishes - Part III
Durable Press and Wash-and-Wear Finishes - Part IV
Durable Press and Wash-and-Wear Finishes - Part V
The General Theory of Dyeing – Part I
The General Theory Of Dyeing - Part II
Natural Dyes
Natural Dyes - Indigo
Mordant Dyes
Premetallized Dyes
Azoic Dyes
Basic Dyes
Acid Dyes
Disperse Dyes
Direct Dyes
Reactive Dyes
Sulfur Dyes
Blends – Fibers and Direct Dyeing
The General Theory of Printing
There are currently eight data bases on this blogspot, namely, the Glossary of Cultural and Architectural Terms, Timelines of Fabrics, Dyes and Other Stuff, A Fashion Data Base, the Glossary of Colors, Dyes, Inks, Pigments and Resins, the Glossary of Fabrics, Fibers, Finishes, Garments and Yarns, Glossary of Art, Artists, Art Motifs and Art Movements, Glossary of Paper, Photography, Printing, Prints and Publication Terms and the Glossary of Scientific Terms, which has been updated to Version 3.5. All data bases will be updated from time-to-time in the future.
If you find any post on this blog site useful, you can save it or copy and paste it into your own "Word" document etc. for your future reference. For example, Safari allows you to save a post (e.g. click on "File", click on "Print" and release, click on "PDF" and then click on "Save As" and release - and a PDF should appear where you have stored it). Safari also allows you to mail a post to a friend (click on "File", and then point cursor to "Mail Contents On This Page" and release). Either way, this or other posts on this site may be a useful Art Resource for you.
The Art Resource series will be the first post in each calendar month. Remember - these Art Resource posts span information that will be useful for a home hobbyist to that required by a final year University Fine-Art student and so undoubtedly, some parts of any Art Resource post may appear far too technical for your needs (skip over those mind boggling parts) and in other parts, it may be too simplistic with respect to your level of knowledge (ditto the skip). The trade-off between these two extremes will mean that Art Resource posts will hopefully be useful in parts to most, but unfortunately may not be satisfying to all!
Introduction
Color is a critical component in creating art. In particular, before we can gain an insight into dyeing and printing on textiles we need to have a rudimentary knowledge of color systems.
There are numerous color specifying systems available to the dyer, each have particular strengths and weaknesses. Many are provided by companies, and some by government authorities to coordinate a simple system for their national chemical industries. Today we shall place the spotlight on the CIE system.
The CIE System
The CIE system is named after the Commission Internationale de L’Eclairage (the International Commission of Illumination), which developed it. The Commission was set up by a number of European countries in order to arrive at an objective (rather than subjective) means of specifying color. The CIE system specifies color according to the proportion of primary additive colors (blue, green and red) that is required to produce a particular hue.
The development of computers has enabled the CIE system to be utilized and applied more effectively and comprehensively for the color matching of textiles, dyes and other materials. Whilst the The Munsell Color Classification System is a subjective system, whereas the CIE system is an objective system by design.
Historical Development Of The CIE System
In 1802, Thomas Young, an English physician postulated that the human eye has three basic color receptors: one receptor for blue, one for green and one for red. In 1867, Hermann von Helmholtz, a German physicist and physiologist extended Young’s theory. In 1871, James Maxwell, a Scottish physicist using Young’s and Helmholtz theories, developed them to arrive at the principles of color photography.
Young’s original concepts have in part been confirmed physiologically. The cones in the retina have been found to be specifically sensitive to lightwaves of about ~450 nm (blue), ~540 nm (green) and ~680 nm (red). In 1931 CIE developed the system of color specification based on these three primary colors.
The Basic Principles Of The CIE System
If you take the three primary colors - blue, green and red - and add them in equal proportion you will get white. We can write this down as a simple equation:
33.3%Blue + 33.3%Green + 33.3%Red = 100%White
Since any hue depends on the amounts of blue, green and red, we can re-write the above equation in the more general form:
zB + yG + xR = 100%C
where z represents the percentage of BLUE (B), y represents the percentage of green (G) and x represents the percentage of red (R). Here C is 100% of the desired hue we are aiming for. This is the basic equation used by color physicists who employ the CIE system to specify a given hue or to define the chromaticity of a dyed or printed textile.
For example, we can generate a particular type of "green" hue as follows:
13%B + 68%G + 19%R = 100% of a particular green hue. (i)
For a particular type of "red" hue we may employ:
9%B + 25%G + 66%R = 100% of a particular type of "red" hue. (ii)
You will notice that to get 100% of a particular hue, the percentage of blue (B), green (G) and red (R) must always add up to 100%, otherwise you will get a color that is not a “pure” color or hue. Hence we shall label the percentage of blue as “z”, the percentage of green as “y” and the percentage of red as “x”. We can create the general equation:
zB + yG + xR =100% of a particular hue. (iii)
To graph these percentages pictorially we need to know the x, y and z percentages. These are known as the chromaticity co-ordinates and a graph of these percentages is called the chromaticity diagram.
As x + y + z must always sum to 100%, then if we know the percentages of x and y, we must also know the percentage of z. For example in equation (i), x and y totals 87% and so z must be 13%, otherwise x, y and z cannot total 100%. In equation (ii), x and y total 91% and so z must be 9%, otherwise x,y,z cannot add up to 100% etc.
Hence, we only need to graph x and y since we will always know the value of z for each given x and y pair. Remember, x is the percentage of RED (R) and y is the percentage of GREEN (G). In the figure below the percentage of RED (R) is the x-axis (the horizontal axis) and the percentage of GREEN (G) is the y-axis (the vertical axis). A chromaticity diagram only needs those two axes.
A chromaticity diagram with the vertical axis represents the percentage of GREEN (y axis) in a hue, and the horizontal axes represents the percentage of RED (x axis) in a hue. Once both of these percentages are known, then we know the percentage of BLUE (z = 100 - x - y) in a hue, since all three percentages must add up to 100% of a particular hue.
The way in which this graph is plotted is beyond the knowledge of most people who have not done Chemistry in their senior high school years and so we shall concentrate on how to read these graphs rather than how to make them.
A general chromaticity diagram is given in the figure below. The main feature of such a diagram is that it has a triangular or pyramid type shape, with the vertices representing primary colors. For any point within this triangular or pyramid shape, we can specify the percentage of RED (x co-ordinate) and the percentage of GREEN (y co-ordinate) and so knowing these two percentages we can determine the percentage of BLUE (z) in any hue.
General form of a Chromaticity Diagram.
The figure below is a detailed chromaticity diagram. The difference with the diagram above and below is that the axes are scaled. To make matters easier, we have divided each scale by 100%. Thus 0.5 on the x-axis represents 50% of RED (R) and 0.9 on the vertical axis represents 90% of GREEN (G) in a particular hue. The intersection of these two lines give us a particular point or hue that is not possible (since it already adds greater than 100%) and so such a point must lie outside of the triangular shape. Only points within the triangular shape can give us a particular hue that exists. For example, the labelled y point in the figure is obtained by a line from the horizontal axis at 0.333 (33.3% RED) intersecting with a line from the vertical axis at 0.333 (33.3% GREEN) yielding 33.4% BLUE. As we have rounded these figures we would nevertheless get a hue that is 100% white. You should also note that the graduated scale along the perimeter of the chromaticity graph represents the wavelengths of light in the visible range. For example, light with a wavelength of 400 nm is essentially blue.
Chromaticity Diagram. Note: The vertical axis and horizontal axis has been divided by 100 to give an appropriate scale. The graduated scale along the perimeter is the wavelength of visible light in nm. The point y is the location of white, given by the equation: 33%B + 33%G + 33%R ~ 100%White. You should note there is a round-off error of 1%.
Courtesy of reference[2].
Basic Specifications Using The CIE System
To measure the hue of a textile, scientists use a reflectance spectrophotometer. This form of objective color measurement is called colorimetry.
The reflectance spectrophotometer is able to measure reflected light and in particular, can electronically translate these measurements into the percentage of BLUE, GREEN and RED contained in the reflected light (i.e. z, y and x percentages or values). For example, suppose the spectrophotometer measures that the reflected light from a colored textile material has a wavelength of 594 nm, which is the wavelength for orange. On the chromaticity diagram shown below this would translate into an x co-ordinate of 0.6 (60% RED) and a y co-ordinate of 0.4 (40% GREEN). As this already adds up to 100%, the BLUE percentage must be 0%.
The Chromaticity Diagram. Note: The wavelength 594 nm is on the perimeter of the diagram and is labelled with the symbol “+”. We can determine the x and y co-ordinates, which in this case are x = 0.6 and y = 0.4.
Courtesy reference[2].
A hue, which has a dominant wavelength of 485 nm will cause the spectrophotometer (which has these diagrams in-built into the software) to automatically print out x = 0.075 (or 7.5% RED), y = 0.200 (or 20% GREEN) and z = 0.725 (or 72.5% BLUE). Note: these must add up to 100%. This can be confirmed by looking at the chromaticity graph.
Complete Color Specification Using The CIE System
The chromaticity co-ordinates specify the hue of a colored object, but not its luminosity; that is, what is unspecified is the lightness or darkness of the color or how much grey it possesses.
In the CIE system, this omission can be rectified by adding a third dimension to the chromaticity diagram. This is achieved by projecting the third axis, the luminosity axis, from the point where white is located on the chromaticity diagram. To confuse matters, it is labelled as a capital “Y” axis. Note: Do not confuse it with the lower case “y” which represents the percentage of GREEN (G) in the hue.
The Y axis, or the luminosity axis, is also measured in percentage terms along it. The resultant three dimensional solid is called the CIE color solid and is given in the figure below. One can think of it as a triangular pyramid with one straight and two curved sides. Black equals zero luminosity (labelled with “x”) in the figure and white, which has 100% luminosity is on the top of the vertical scale or at the apex of the color solid.
Three-dimensional representation of the CIE System’s Chromaticity Diagram.
Courtesy of reference[2].
To specify a color completely using the CIE system, one requires a value for x (percentage of RED in the hue), a value of y (percentage of GREEN in the hue) and a luminosity value expressed as a percentage between 0 and 100%, where the greater the percentage of “Y”, the lighter the hue.
The CIE solid has a particular shape in both the “x” and “y” directions, which limits these percentages for a “perfect” color or hue. That is, these percentages must lie within the color solid. This means that x (percentage of RED) cannot be greater than about 73% and the percentage of y (percentage of GREEN) cannot exceed 83%. If any of these percentages are exceeded then the color lies outside the color solid and so it is not a perfect color or hue.
Conclusion
There are many color specification systems used throughout the world. We have covered both a subjective system (The Munsell Color Classification System) and an objective system (the CIE Color Specifying System). Many graphic designers, industrial manufacturers, and dyers are currently not using either one of them, opting for the Pantone Color Matching System instead. Nevertheless, by mastering the Munsell and CIE systems, any other hybrid system can be quickly understood.
These color specifying systems are used to produce color from a particular atlas of "perfect" colors or hues. The CIE system does it in a systematic and scientific manner. Nevertheless it does not inform the dyer or the person who mixes pigments, how to arrive at such colors. What the CIE system does is specify a color that practitioners may or may not be able to generate on fabrics even if they are using the most up-to-date pigments and dyes.
References:
[1] A. Kornerup and J.H. Wanscher, Methuen Handbook of Colour, 3rd Edition, Eyre Methuen Ltd, London (1983).
[2] E.P.G. Gohl and L.D. Vilensky, Textile Science, Longman Cheshire, Melbourne (1989).

 Chaotic nature of our Universe
Chaotic nature of our Universe Converted brown and beige colored fat cells that converted energy into heat.
Converted brown and beige colored fat cells that converted energy into heat. Shattered coffee cup on a floor.
Shattered coffee cup on a floor. Gravity at work. In this NASA photo of our Milky Way galaxy, the dark patches in front of the brighter background are opaque clouds of clumped dust grains known as dark nebulae. It is gravity that pulls these dust grains onto clumps and eventually into stars and planets.
Gravity at work. In this NASA photo of our Milky Way galaxy, the dark patches in front of the brighter background are opaque clouds of clumped dust grains known as dark nebulae. It is gravity that pulls these dust grains onto clumps and eventually into stars and planets. In a study published on July 15, 2011, in the Institute of Physics and German Physical Society’s New Journal of Physics, researchers have shown that swarming, a phenomenon that can be crucial to an animal’s survival, is created by the same kind of social networks that humans adopt.
In a study published on July 15, 2011, in the Institute of Physics and German Physical Society’s New Journal of Physics, researchers have shown that swarming, a phenomenon that can be crucial to an animal’s survival, is created by the same kind of social networks that humans adopt. Entropy (Full view)
Entropy (Full view) Entropy (Close up 1)
Entropy (Close up 1) Entropy (Close up 2)
Entropy (Close up 2) Entropy (Detail 1a)
Entropy (Detail 1a) Entropy (Detail 1b)
Entropy (Detail 1b) Entropy (Detail 2a)
Entropy (Detail 2a) Entropy (Detail 2b)
Entropy (Detail 2b)