
Introduction
One of the most basic tools in my studio are screenprinting frames of varying sizes and with different size meshes. Whether my prints are registered or free forming, they are the basis of creating my artworks on cloth, my artworks on paper, my wearable art (e.g. scarves), my fabric lengths and fat quarters as well as underwrite many of my workshops and what I sell at Art Markets. My screens are instrumental in delivering my workshops and masterclasses and so give me the added satisfaction in terms of assisting national and international artists who want to explore new techniques in order to grow their armoury and so deliver more complex artwork.
 Marie-Therese screenprinting in her studio.
Marie-Therese screenprinting in her studio.
One of my screenprinted ArtCloth pieces centers on Marilyn Monroe, see - Neu Kunst: Marilyn.
 Both the analogue ArtCloth work and digital fabric lengths of Marilyn are available for sale and if you wish to enquire about purchasing either of them, please email me on - studio@artquill.com.au
Both the analogue ArtCloth work and digital fabric lengths of Marilyn are available for sale and if you wish to enquire about purchasing either of them, please email me on - studio@artquill.com.au
One of the most enjoyable and interesting aspect is the new technique I have developed both on paper and on cloth. On cloth I have developed a MultiSperse Dye Sublimation (MSDS) technique, which has been a basic technique underpinning many of my ArtCloth works as well as for some of my screenprinted works on cloth. The technique was published in the March edition (2013) of the magazine "Imprint".
 Title: Ginkgo Love (Full View).
Title: Ginkgo Love (Full View).
Techniques and Materials: My MultiSperse Dye Sublimation (MSDS) technique, painted, silkscreened and stenciled employing disperse dyes, opaque and metallic pigment on synthetic fiber.
Size: 9 x 5 inches.
 Title: Ginkgo Love (Detail View).
Title: Ginkgo Love (Detail View).
I have also developed a Talc powder screenprinting technique on cloth which was published in Embellish Magazine (Volume 3, Issue number 14, June 2013).

I have also developed a Low Relief screenprinting technique on cloth.
 Techniques and Materials: Above is a low relief screenprinted artwork employing fabric paints and foam packaging peanuts on cotton.
Techniques and Materials: Above is a low relief screenprinted artwork employing fabric paints and foam packaging peanuts on cotton.
I have not been idle when it comes to my prints on paper. I developed a 'matrix formatting' screenprinting technique for these prints on paper.
 Title: Cultural Graffiti VIII (Full View).
Title: Cultural Graffiti VIII (Full View).
Materials and Techniques: Print on paper. Matrix formatted silkscreen print employing dyes and metallic foil on Pescia stock.
Edition: Edition of 3.
Size: 76 cm (width) x 56 cm (length).
Note: This artwork was selected in 2006 to participate in the "2006 Swan Hill Print and Drawing Acquisitive Awards", Swan Hill Regional Art Gallery, Swan Hill, Victoria, Australia.
Sold on inspection to a private collector (New South Wales, Australia).
One of my other signature techniques for prints on paper I have termed "Multiplexing". It involves careful application of resists to numerous color plates, transparent color glazes, multiple layering of printed images and accurate registration. It is an extremely complex and time intensive technique, which works "best" on paper.
 For further details about this artwork see - Veiled Curtains: Benazir.
For further details about this artwork see - Veiled Curtains: Benazir.
As you can see screenprinting plays an important role in my artistic journey as well as in my commercial life (e.g. workshops, wearable art and fat quarters and for my digital cloth designs etc.)
 Artist and Title: Marie-Therese Wisniowski, Oh Mona!
Artist and Title: Marie-Therese Wisniowski, Oh Mona!
Note: Above gives a detail view of a digital cloth design.
Short History of Screenprinting [1]
Screenprinting evolved from the advanced forms of stencilling. The earliest recorded examples of stencilling are negative prints of the human hand found in the Paleolithic cave paintings dating from as early as 40,000 - 1,000 BCE.
 Red ochre hand stencils in the Cave of El Castillo (c.37,300 BCE). Aurignacian culture. These markings
are some of the earliest art of the upper Paleolithic.
Red ochre hand stencils in the Cave of El Castillo (c.37,300 BCE). Aurignacian culture. These markings
are some of the earliest art of the upper Paleolithic.
Primitive cultures typically used stencils made from common perishable materials such as leaves or animal skins. As civilisation advanced more sophisticated methods developed: in ancient Egypt, stencils were used to decorate tombs; the Greeks and Romans employed stencils to paint murals and outline mosaics.
 Greek key stencil border.
Greek key stencil border.
It was the Chinese and Japanese cultures, however, that began to utilise the craft for production purposes. As early as 500 AD, stencilling was used to reproduce images of the Buddha throughout China.
However, it should not be forgotten that the first known use of the screenprinting technique was actually by the ancient Polynesians, who would force ink through holes cut into banana leaves to make prints. And yet, silk screening is almost always attributed to the Chinese, who were using forced ink techniques to create images of Buddha as early as 960 AD, the beginning of the Song dynasty.
The Japanese soon adopted this technique and improved upon it, creating an art form called katagami, which is the creation of intricate paper stencils for dyeing textiles. The Japanese would layer several sheets of washi paper bonded with glue extracted from the persimmon fruit, making a strong, flexible, brown-colored sheet. The sheet was cut with patterns, the delicate pieces of which were then stabilized on a screen built from a fine silk mesh. Originally, the Japanese used human hair to create this net, but hair was gradually replaced with silk because it was stronger.
 Antique Japanese Ise KATAGAMI Kimono Stencil Art. Edo Meiji Period 型紙 1777.
Antique Japanese Ise KATAGAMI Kimono Stencil Art. Edo Meiji Period 型紙 1777.
The artisans would then pass rice paste through the screen and stencil and onto the fabric; that area would not be dyed, allowing them to pattern large swathes of fabric by repeated stenciling. This technique is how kimonos were originally created, and katagami is now an element of the important intangible cultural properties of Japan. If you expand the picture below, you can see the fine silk threads behind the washi stencil.
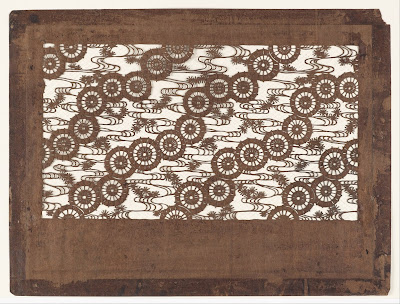 Katagami: umbrella's, water and pine needle clusters.
Katagami: umbrella's, water and pine needle clusters.
The more advanced Japanese techniques influenced the Europeans after these methods spread to the West through trade routes. Soon, these inventive processes were being used in the rapidly advancing European textile industry. Stencils affixed to silk may have been used in Germany and France by the late 19th century.
The evolution from stencilling to screenprinting was hastened in 1907, when Englishman Samuel Simon patented a screen based on the Japanese model of silk on a wooden frame. Just a few years later American John Pilsworth patented a multicolor screen process to be used in the high quantity production of advertising signs and point-of-sale materials.
Inexpensive and readily available bolting cloth supported the hand-cut paper stencils.
Technology advancements followed rapidly, as specialised stencil film and light-sensitive photographic emulsion were introduced. The development of the squeegee eliminated the need to use stiff brushes to push the ink through the stencil. Screenprinting thrived as a commercial process by the 1920s, and it was particularly well suited to the textile industry.

Artists began experimenting with the expressive qualities of the medium in the 1930s. In Europe, there was an exciting period of collaboration between artists and textile manufacturers that continued throughout the century.
 Artist and Title of Work: Henri Matisse, Icare, Plate VIII from Jazz (1947). Pochoir.
Artist and Title of Work: Henri Matisse, Icare, Plate VIII from Jazz (1947). Pochoir.
Collection of the Grunwald Center for Graphic Arts, UCLA Hammer Museum.
Gift of Mr. Norton Simon.
Photography by Robert Wedemeyer (2004).
Succession H. Matisse, Paris.
Artists Rights Society (ARS), New York.
In the United States many artists were exposed to screenprinting in the federally sponsored arts projects established during the Depression. The term serigraphy entered the lexicon at the time artists were investigating the potential of creating fine art through screenprinting. Despite some years of serious pursuit by artists, it was not until the Pop Art movement of the 1960s that serigraphy was firmly established as an art form, when artists such as Andy Warhol and Robert Rauschenberg created a sensation working in the medium.
 Artist and Title of Work: Andy Warhol, Liz Taylor.
Artist and Title of Work: Andy Warhol, Liz Taylor.
Techniques and Materials: Colored silkscreen print on wove paper.
Size: 20 x 20 inches..
Stenciling and screenprinting is still very popular today and is now used with cloth as the medium rather than paper.
 Artist and Title of Installation: Marie-Therese Wisniowski, Codes: Lost Voices
Artist and Title of Installation: Marie-Therese Wisniowski, Codes: Lost Voices
A Semiotic ArtCloth Installation.
Reference:
[1] A. Stromquist, Simple Screenprinting, Larks Books, New York (2005).
One of the most basic tools in my studio are screenprinting frames of varying sizes and with different size meshes. Whether my prints are registered or free forming, they are the basis of creating my artworks on cloth, my artworks on paper, my wearable art (e.g. scarves), my fabric lengths and fat quarters as well as underwrite many of my workshops and what I sell at Art Markets. My screens are instrumental in delivering my workshops and masterclasses and so give me the added satisfaction in terms of assisting national and international artists who want to explore new techniques in order to grow their armoury and so deliver more complex artwork.

One of my screenprinted ArtCloth pieces centers on Marilyn Monroe, see - Neu Kunst: Marilyn.

One of the most enjoyable and interesting aspect is the new technique I have developed both on paper and on cloth. On cloth I have developed a MultiSperse Dye Sublimation (MSDS) technique, which has been a basic technique underpinning many of my ArtCloth works as well as for some of my screenprinted works on cloth. The technique was published in the March edition (2013) of the magazine "Imprint".

Techniques and Materials: My MultiSperse Dye Sublimation (MSDS) technique, painted, silkscreened and stenciled employing disperse dyes, opaque and metallic pigment on synthetic fiber.
Size: 9 x 5 inches.

I have also developed a Talc powder screenprinting technique on cloth which was published in Embellish Magazine (Volume 3, Issue number 14, June 2013).

I have also developed a Low Relief screenprinting technique on cloth.

I have not been idle when it comes to my prints on paper. I developed a 'matrix formatting' screenprinting technique for these prints on paper.

Materials and Techniques: Print on paper. Matrix formatted silkscreen print employing dyes and metallic foil on Pescia stock.
Edition: Edition of 3.
Size: 76 cm (width) x 56 cm (length).
Note: This artwork was selected in 2006 to participate in the "2006 Swan Hill Print and Drawing Acquisitive Awards", Swan Hill Regional Art Gallery, Swan Hill, Victoria, Australia.
Sold on inspection to a private collector (New South Wales, Australia).
One of my other signature techniques for prints on paper I have termed "Multiplexing". It involves careful application of resists to numerous color plates, transparent color glazes, multiple layering of printed images and accurate registration. It is an extremely complex and time intensive technique, which works "best" on paper.

As you can see screenprinting plays an important role in my artistic journey as well as in my commercial life (e.g. workshops, wearable art and fat quarters and for my digital cloth designs etc.)

Note: Above gives a detail view of a digital cloth design.
Short History of Screenprinting [1]
Screenprinting evolved from the advanced forms of stencilling. The earliest recorded examples of stencilling are negative prints of the human hand found in the Paleolithic cave paintings dating from as early as 40,000 - 1,000 BCE.

Primitive cultures typically used stencils made from common perishable materials such as leaves or animal skins. As civilisation advanced more sophisticated methods developed: in ancient Egypt, stencils were used to decorate tombs; the Greeks and Romans employed stencils to paint murals and outline mosaics.

It was the Chinese and Japanese cultures, however, that began to utilise the craft for production purposes. As early as 500 AD, stencilling was used to reproduce images of the Buddha throughout China.
However, it should not be forgotten that the first known use of the screenprinting technique was actually by the ancient Polynesians, who would force ink through holes cut into banana leaves to make prints. And yet, silk screening is almost always attributed to the Chinese, who were using forced ink techniques to create images of Buddha as early as 960 AD, the beginning of the Song dynasty.
The Japanese soon adopted this technique and improved upon it, creating an art form called katagami, which is the creation of intricate paper stencils for dyeing textiles. The Japanese would layer several sheets of washi paper bonded with glue extracted from the persimmon fruit, making a strong, flexible, brown-colored sheet. The sheet was cut with patterns, the delicate pieces of which were then stabilized on a screen built from a fine silk mesh. Originally, the Japanese used human hair to create this net, but hair was gradually replaced with silk because it was stronger.

The artisans would then pass rice paste through the screen and stencil and onto the fabric; that area would not be dyed, allowing them to pattern large swathes of fabric by repeated stenciling. This technique is how kimonos were originally created, and katagami is now an element of the important intangible cultural properties of Japan. If you expand the picture below, you can see the fine silk threads behind the washi stencil.

The more advanced Japanese techniques influenced the Europeans after these methods spread to the West through trade routes. Soon, these inventive processes were being used in the rapidly advancing European textile industry. Stencils affixed to silk may have been used in Germany and France by the late 19th century.
The evolution from stencilling to screenprinting was hastened in 1907, when Englishman Samuel Simon patented a screen based on the Japanese model of silk on a wooden frame. Just a few years later American John Pilsworth patented a multicolor screen process to be used in the high quantity production of advertising signs and point-of-sale materials.
Inexpensive and readily available bolting cloth supported the hand-cut paper stencils.
Technology advancements followed rapidly, as specialised stencil film and light-sensitive photographic emulsion were introduced. The development of the squeegee eliminated the need to use stiff brushes to push the ink through the stencil. Screenprinting thrived as a commercial process by the 1920s, and it was particularly well suited to the textile industry.

Artists began experimenting with the expressive qualities of the medium in the 1930s. In Europe, there was an exciting period of collaboration between artists and textile manufacturers that continued throughout the century.

Collection of the Grunwald Center for Graphic Arts, UCLA Hammer Museum.
Gift of Mr. Norton Simon.
Photography by Robert Wedemeyer (2004).
Succession H. Matisse, Paris.
Artists Rights Society (ARS), New York.
In the United States many artists were exposed to screenprinting in the federally sponsored arts projects established during the Depression. The term serigraphy entered the lexicon at the time artists were investigating the potential of creating fine art through screenprinting. Despite some years of serious pursuit by artists, it was not until the Pop Art movement of the 1960s that serigraphy was firmly established as an art form, when artists such as Andy Warhol and Robert Rauschenberg created a sensation working in the medium.

Techniques and Materials: Colored silkscreen print on wove paper.
Size: 20 x 20 inches..
Stenciling and screenprinting is still very popular today and is now used with cloth as the medium rather than paper.

A Semiotic ArtCloth Installation.
Reference:
[1] A. Stromquist, Simple Screenprinting, Larks Books, New York (2005).






















