
Preamble
This is the seventeenth post in the "Art Resource" series, specifically aimed to construct an appropriate knowledge base in order to develop an artistic voice in ArtCloth.
Other posts in this series are:
Glossary of Cultural and Architectural Terms
Units Used in Dyeing and Printing of Fabrics
Occupational, Health & Safety
A Brief History of Color
The Nature of Color
Psychology of Color
Color Schemes
The Naming of Colors
The Munsell Color Classification System
Methuen Color Index and Classification System
The CIE System
Pantone - A Modern Color Classification System
Optical Properties of Fiber Materials
General Properties of Fiber Polymers and Fibers - Part I
General Properties of Fiber Polymers and Fibers - Part II
General Properties of Fiber Polymers and Fibers - Part III
General Properties of Fiber Polymers and Fibers - Part IV
General Properties of Fiber Polymers and Fibers - Part V
Protein Fibers - Wool
Protein Fibers - Speciality Hair Fibers
Protein Fibers - Silk
Protein Fibers - Wool versus Silk
Timelines of Fabrics, Dyes and Other Stuff
Cellulosic Fibers (Natural) - Cotton
Cellulosic Fibers (Natural) - Linen
Other Natural Cellulosic Fibers
General Overview of Man-Made Fibers
Man-Made Cellulosic Fibers - Viscose
Man-Made Cellulosic Fibers - Esters
Man-Made Synthetic Fibers - Nylon
Man-Made Synthetic Fibers - Polyester
Man-Made Synthetic Fibers - Acrylic and Modacrylic
Man-Made Synthetic Fibers - Olefins
Man-Made Synthetic Fibers - Elastomers
Man-Made Synthetic Fibers - Mineral Fibers
Man Made Fibers - Other Textile Fibers
Fiber Blends
From Fiber to Yarn: Overview - Part I
From Fiber to Yarn: Overview - Part II
Melt-Spun Fibers
Characteristics of Filament Yarn
Yarn Classification
Direct Spun Yarns
Textured Filament Yarns
Fabric Construction - Felt
Fabric Construction - Nonwoven fabrics
A Fashion Data Base
Fabric Construction - Leather
Fabric Construction - Films
Glossary of Colors, Dyes, Inks, Pigments and Resins
Fabric Construction – Foams and Poromeric Material
Knitting
Hosiery
Glossary of Fabrics, Fibers, Finishes, Garments and Yarns
Weaving and the Loom
Similarities and Differences in Woven Fabrics
The Three Basic Weaves - Plain Weave (Part I)
The Three Basic Weaves - Plain Weave (Part II)
The Three Basic Weaves - Twill Weave
The Three Basic Weaves - Satin Weave
Figured Weaves - Leno Weave
Figured Weaves – Piqué Weave
Figured Fabrics
Glossary of Art, Artists, Art Motifs and Art Movements
Crêpe Fabrics
Crêpe Effect Fabrics
Pile Fabrics - General
Woven Pile Fabrics
Chenille Yarn and Tufted Pile Fabrics
Knit-Pile Fabrics
Flocked Pile Fabrics and Other Pile Construction Processes
Glossary of Paper, Photography, Printing, Prints and Publication Terms
Napped Fabrics – Part I
Napped Fabrics – Part II
Double Cloth
Multicomponent Fabrics
Knit-Sew or Stitch Through Fabrics
Finishes - Overview
Finishes - Initial Fabric Cleaning
Mechanical Finishes - Part I
Mechanical Finishes - Part II
Additive Finishes
Chemical Finishes - Bleaching
Glossary of Scientific Terms
Chemical Finishes - Acid Finishes
Finishes: Mercerization
Finishes: Waterproof and Water-Repellent Fabrics
Finishes: Flame-Proofed Fabrics
Finishes to Prevent Attack by Insects and Micro-Organisms
Other Finishes
Shrinkage - Part I
Shrinkage - Part II
Progressive Shrinkage and Methods of Control
Durable Press and Wash-and-Wear Finishes - Part I
Durable Press and Wash-and-Wear Finishes - Part II
Durable Press and Wash-and-Wear Finishes - Part III
Durable Press and Wash-and-Wear Finishes - Part IV
Durable Press and Wash-and-Wear Finishes - Part V
The General Theory of Dyeing – Part I
The General Theory Of Dyeing - Part II
Natural Dyes
Natural Dyes - Indigo
Mordant Dyes
Premetallized Dyes
Azoic Dyes
Basic Dyes
Acid Dyes
Disperse Dyes
Direct Dyes
Reactive Dyes
Sulfur Dyes
Blends – Fibers and Direct Dyeing
The General Theory of Printing
There are currently eight data bases on this blogspot, namely, the Glossary of Cultural and Architectural Terms, Timelines of Fabrics, Dyes and Other Stuff, A Fashion Data Base, the Glossary of Colors, Dyes, Inks, Pigments and Resins, the Glossary of Fabrics, Fibers, Finishes, Garments and Yarns, Glossary of Art, Artists, Art Motifs and Art Movements, Glossary of Paper, Photography, Printing, Prints and Publication Terms and the Glossary of Scientific Terms, which has been updated to Version 3.5. All data bases will be updated from time-to-time in the future.
If you find any post on this blog site useful, you can save it or copy and paste it into your own "Word" document etc. for your future reference. For example, Safari allows you to save a post (e.g. click on "File", click on "Print" and release, click on "PDF" and then click on "Save As" and release - and a PDF should appear where you have stored it). Safari also allows you to mail a post to a friend (click on "File", and then point cursor to "Mail Contents On This Page" and release). Either way, this or other posts on this site may be a useful Art Resource for you.
The Art Resource series will be the first post in each calendar month. Remember - these Art Resource posts span information that will be useful for a home hobbyist to that required by a final year University Fine-Art student and so undoubtedly, some parts of any Art Resource post may appear far too technical for your needs (skip over those mind boggling parts) and in other parts, it may be too simplistic with respect to your level of knowledge (ditto the skip). The trade-off between these two extremes will mean that Art Resource posts will hopefully be useful in parts to most, but unfortunately may not be satisfying to all!
General Properties of Fiber Polymers and Fibers [1-2]
In order to understand coloring and dyeing of textile materials, we need to have some understanding of the general properties of fiber polymers and fibers before we get into the specifics of different fiber types. Today, the focus will be on the fourth part of this series - the general properties of fibers.
Generally, we define a fiber or a staple fiber as a polymer system that is usually 100 times longer than thick. However, fibers are usually several thousand times longer than they are thick. Most fabrics are composed of fibers that range from about 15 to 150 mm (millimetre or mm is 10-3 of a meter), with exceptions; for example, flax ranges up to 500 mm and sometimes even longer. The thickness of these fibers range from 10 to 50 microns (e.g. a micron is a micrometer or 10-6 of a meter).
 Polyester Staple Fiber: Melting Point 100oC.
Polyester Staple Fiber: Melting Point 100oC.
A filament is a very long fiber. The length of a filament ranges from a few hundred meters, as is the case of silk, to several kilometres as is the case of man-made fibers. The thickness of filaments tend to be similar to that of fibers.
 Hand-Tufted Wool Filaments.
Hand-Tufted Wool Filaments.
The Macro-Structure of a Textile Fiber and Filament
Fiber Length
Fibers shorter than 15 mm tend to be too small to permit them to be twisted into a strand of sufficient cohesion, regularity and eveness in order to make a useful yarn structure. Fibers longer than 150 mm tend to require specialized spinning machinery, which is an additional cost to their production. Hence, useful fibers range from 15 to 150 mm.
On the other hand, filaments are so long, that they only need to be gathered together to form a suitable yarn structure.
Fiber Thickness
Fiber or filaments finer than 10 micron (i.e. 10-5 meters) generally are too delicate or fragile for ready conversion into a yarn structure. Fibers or filaments exceeding 50 microns in thickness generally give a yarn structure that is too coarse and too thick for a comfortable wear when used as apparel. Hence, fiber thicknesses range from 10 to 50 microns.
 Supersoft Merino Yarns.
Supersoft Merino Yarns.
Fiber Length to Fiber Thickness Ratio
The ratio of fiber length to thickness is a suitable criterion to decide whether or not a fiber is suitable for spinning into a yarn, provided it first meets the ranges for fiber length and thickness given above. The smallest suitable ratio of fiber length to thickness is about 350:1. Any ratio less that this - say 200:1 - indicates a fiber that probably cannot be twisted into a yarn structure. However, a ratio of 1000:1 or more suggests a fiber that should readily spin into a useful yarn.
Color
White or colorless fibers are preferred because they can be dyed or printed with any hue of color. Natural fibers and delustered man-made fibers are white or off-white in color. Bright-lustered man-made fibers and filaments are colorless because they are translucent.
 Dyed Acrylic Yarns.
Dyed Acrylic Yarns.
Translucency
A translucent fiber will transmit light, but this does not imply that it is transparent, since it may also reflect incident light as well. In general silk and man-made fibers when bright-lustered are translucent. Cotton, flax, wool, and delustered man-made fibers are somewhat translucent.
 Translucent Carbon Nano-Tube Yarn.
Translucent Carbon Nano-Tube Yarn.
The acceptability of translucent fibers, their translucent textile materials, and apparel items, is dependent upon the prevailing mores of fashion. With an increasing use of man-made fabrics over the years due to the Earth’s population accelerating to 9 billion people that need to be clothed, problems have emerged in the manufacturing of textiles that are sufficiently opaque to satisfy religious demands as well as demands with respect to simple modesty.
Luster
This is a subjective measure of the reflection of incident light from a fiber, filament or textile material. The more lusterous a fiber or filament, the more evenly it reflects the incident light that falls on it and vice versa.
 Exceptional Lustered Soft Silk Yarn.
Exceptional Lustered Soft Silk Yarn.
Cotton has convoluted fiber structure and wool a serrated surface structure, both structures scatter reflected light and so gives these fibers the appearance of being dull. The more regular and even structure of flax, mercerised cotton and the fibers of silk, reflect light in a uniform manner, thereby give these fibers the appearance of possessing a distinct luster.
The irregular specks of a delustering agent (such as titanium oxide) contained in the delustered man-made fibers scatters the incident light sufficiently to give these fibers or filaments the appearance of being duller than their bright-luster equivalents.
A preference for non-lusterous or dull textile fibers and filaments exists in many societies. This is evident in the market place where selling of such fibers, their textile materials and their apparels is more voluminous compared with their delustered counterparts.
Fiber Tenacity
The tenacity or strength of fiber is directly related to the length of its polymers, the degree of polymer orientation and the strength and types of inter-polymer attractions between the polymers in the fiber polymer system. Thus, the longer the polymers, the more crystalline can be their orientation, the more inter-polymer bonds can be formed, the stronger and more flexible is the fiber.
Elastic-Plastic Nature of Fibers
Fibers with a rather crystalline polymer system are generally stiff and inflexible, owing to the crystalline nature restricting polymer movement within the fiber polymer system. Excessive bending or stretching of a fiber, severs the inter-polymer bonds and so causes polymer-polymer bonds to rupture, and so weakens the cohesion of the fiber polymer system. This will cause fiber to wrinkle or crease.
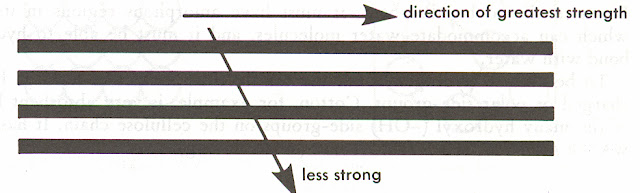 Crystalline Regions of a Fiber Polymer System are Stronger Along Their Length.
Crystalline Regions of a Fiber Polymer System are Stronger Along Their Length.
Courtesy: Reference [2].
 A Highly Ordered Fiber is Strong but Inextensible.
A Highly Ordered Fiber is Strong but Inextensible.
Courtesy: Reference [2].
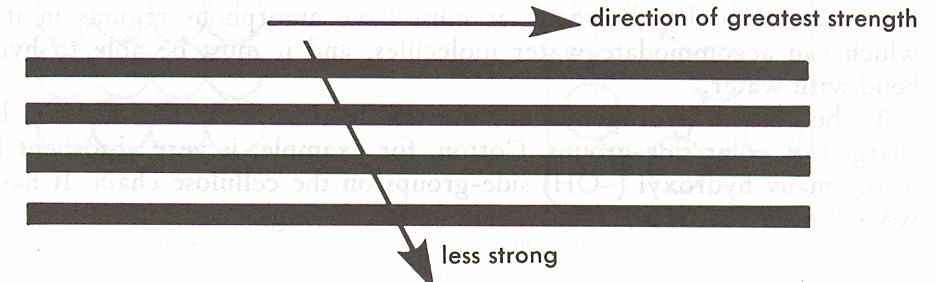
 A fiber in which the crystalline regions of the fiber polymer system is not aligned is more extensible.
A fiber in which the crystalline regions of the fiber polymer system is not aligned is more extensible.
Courtesy: Reference [2].
More amorphous fibers, have large voids within these regions, which allow polymer movement on stretching and bending and so results in such fibers having a characteristic soft handle. Nevertheless, excessive stretching and bending will cause severing of the inter-polymer bonds, and so cause the fiber to wrinkle and crease.
An elastic fiber has the property that it can recoil when an applied stress is removed from the fiber polymer system. An applied stress will sever the inter-polymer bonds, but when the applied stress is removed, the fiber polymer system re-builds the broken bonds and so can effectively recoil to its original state.
Hygroscopic Nature
The hygroscopic nature of a fiber is directly related to the polarity of its polymers and the ratio of its amorphous to its crystalline regions.
A hygroscopic or absorbent fiber tends to predominately have an amorphous polymer system consisting of polar polymers. As water is polar, it is attracted into the large voids of the amorphous region that is also polar. Highly crystalline regions possess very small voids that prevent water molecules entering even if the polymer system is distinctly polar (e.g., nylon).
If a fiber is hydrophobic (water hating) and very crystalline, then little if any water is absorbed and so in dry climates static electricity can develop, since water molecules are not present in order to dissipate the static electricity build up. As some man-made fibers are hydrophobic, this can be a considerable nuisance during yarn and fiber manufacture, as well as during the course of the lifetime of a garment made from such fibers, as static electricity attracts dirt and so soils the garments more easily.
The absence of static electricity in fibers that are more amorphous is due to the amorphous regions which have large voids, and so allow significant water molecules to enter in this region, thereby dissipating static electricity build up. It is for this reason crystalline fibers are blended with amorphous fibers in order to make fabrics from these blends more comfortable to wear and less frequently laundered.
Thermal Properties
The most important thermal property of a textile fiber or filament is the temperature at which it may soften and begin to melt. This temperature is a relative measure of the fibers’ heat resistance and moreover, it indicates to what temperature the fiber may be safely heat-processed during finishing, pressed during garment manufacture, hot laundered, ironed and/or pressed after dry cleaning.
The softening and melting temperature of a fiber is related to the crystalline nature of its polymer system, the length of its polymers, and the type and number of inter-polymer forces of attraction, that is the glue which holds the polymer system together. The greater the crystalline regions of the polymer system, usually the longer are the polymers, the more inter-polymer bonds that can be formed and so the stronger is the cohesion of the fiber polymer system. Hence more heat is required to disrupt the inter-polymer bonds and so to liberate the polymers from each other. This would result in the fiber having a greater resistance to heat as well as to softening and to possess a higher temperature for melting. It should be noted that the above considerations are only generalities and so each fiber polymer system must be assessed on its particular structure and circumstances.
Chemical Properties
The general chemical properties of fibers center on their reactivity with respect to common degrading agents such as alkalis of laundering, atmospheric pollution, normal soiling of textiles, sunlight etc.
The fiber chemical properties are influenced by its chemical composition (e.g. whether it has polar or non-polar groups and in general, the reactivity of chemical groups are available on its polymer backbone) and on the ratio between its amorphous to crystalline regions of the fibers polymer system.
In general, fibers with a greater sized crystalline regions tend to be chemically more resistant than fibers that possess a greater sized amorphous regions. Amorphous regions have much larger voids, which permit deep penetration of ions, molecules and/or radical degrading agents into these regions. These regions also allow entry and deep penetration of small and large dye molecules, as well as water molecules. On the other hand, fibers possessing large crystalline regions, but small sized amorphous regions, can exclude all ions, radicals and molecules of degrading agents as well as dyes, making these fibers more difficult to color but more chemically resistant.
References:
[1] E.P.G. Gohl and L.D. Vilensky, Textile Science, Longman Cheshire, Melbourne (1989).
[2] A Fritz and J. Cant, Consumer Textiles, Oxford University Press, Melbourne (1986).
This is the seventeenth post in the "Art Resource" series, specifically aimed to construct an appropriate knowledge base in order to develop an artistic voice in ArtCloth.
Other posts in this series are:
Glossary of Cultural and Architectural Terms
Units Used in Dyeing and Printing of Fabrics
Occupational, Health & Safety
A Brief History of Color
The Nature of Color
Psychology of Color
Color Schemes
The Naming of Colors
The Munsell Color Classification System
Methuen Color Index and Classification System
The CIE System
Pantone - A Modern Color Classification System
Optical Properties of Fiber Materials
General Properties of Fiber Polymers and Fibers - Part I
General Properties of Fiber Polymers and Fibers - Part II
General Properties of Fiber Polymers and Fibers - Part III
General Properties of Fiber Polymers and Fibers - Part IV
General Properties of Fiber Polymers and Fibers - Part V
Protein Fibers - Wool
Protein Fibers - Speciality Hair Fibers
Protein Fibers - Silk
Protein Fibers - Wool versus Silk
Timelines of Fabrics, Dyes and Other Stuff
Cellulosic Fibers (Natural) - Cotton
Cellulosic Fibers (Natural) - Linen
Other Natural Cellulosic Fibers
General Overview of Man-Made Fibers
Man-Made Cellulosic Fibers - Viscose
Man-Made Cellulosic Fibers - Esters
Man-Made Synthetic Fibers - Nylon
Man-Made Synthetic Fibers - Polyester
Man-Made Synthetic Fibers - Acrylic and Modacrylic
Man-Made Synthetic Fibers - Olefins
Man-Made Synthetic Fibers - Elastomers
Man-Made Synthetic Fibers - Mineral Fibers
Man Made Fibers - Other Textile Fibers
Fiber Blends
From Fiber to Yarn: Overview - Part I
From Fiber to Yarn: Overview - Part II
Melt-Spun Fibers
Characteristics of Filament Yarn
Yarn Classification
Direct Spun Yarns
Textured Filament Yarns
Fabric Construction - Felt
Fabric Construction - Nonwoven fabrics
A Fashion Data Base
Fabric Construction - Leather
Fabric Construction - Films
Glossary of Colors, Dyes, Inks, Pigments and Resins
Fabric Construction – Foams and Poromeric Material
Knitting
Hosiery
Glossary of Fabrics, Fibers, Finishes, Garments and Yarns
Weaving and the Loom
Similarities and Differences in Woven Fabrics
The Three Basic Weaves - Plain Weave (Part I)
The Three Basic Weaves - Plain Weave (Part II)
The Three Basic Weaves - Twill Weave
The Three Basic Weaves - Satin Weave
Figured Weaves - Leno Weave
Figured Weaves – Piqué Weave
Figured Fabrics
Glossary of Art, Artists, Art Motifs and Art Movements
Crêpe Fabrics
Crêpe Effect Fabrics
Pile Fabrics - General
Woven Pile Fabrics
Chenille Yarn and Tufted Pile Fabrics
Knit-Pile Fabrics
Flocked Pile Fabrics and Other Pile Construction Processes
Glossary of Paper, Photography, Printing, Prints and Publication Terms
Napped Fabrics – Part I
Napped Fabrics – Part II
Double Cloth
Multicomponent Fabrics
Knit-Sew or Stitch Through Fabrics
Finishes - Overview
Finishes - Initial Fabric Cleaning
Mechanical Finishes - Part I
Mechanical Finishes - Part II
Additive Finishes
Chemical Finishes - Bleaching
Glossary of Scientific Terms
Chemical Finishes - Acid Finishes
Finishes: Mercerization
Finishes: Waterproof and Water-Repellent Fabrics
Finishes: Flame-Proofed Fabrics
Finishes to Prevent Attack by Insects and Micro-Organisms
Other Finishes
Shrinkage - Part I
Shrinkage - Part II
Progressive Shrinkage and Methods of Control
Durable Press and Wash-and-Wear Finishes - Part I
Durable Press and Wash-and-Wear Finishes - Part II
Durable Press and Wash-and-Wear Finishes - Part III
Durable Press and Wash-and-Wear Finishes - Part IV
Durable Press and Wash-and-Wear Finishes - Part V
The General Theory of Dyeing – Part I
The General Theory Of Dyeing - Part II
Natural Dyes
Natural Dyes - Indigo
Mordant Dyes
Premetallized Dyes
Azoic Dyes
Basic Dyes
Acid Dyes
Disperse Dyes
Direct Dyes
Reactive Dyes
Sulfur Dyes
Blends – Fibers and Direct Dyeing
The General Theory of Printing
There are currently eight data bases on this blogspot, namely, the Glossary of Cultural and Architectural Terms, Timelines of Fabrics, Dyes and Other Stuff, A Fashion Data Base, the Glossary of Colors, Dyes, Inks, Pigments and Resins, the Glossary of Fabrics, Fibers, Finishes, Garments and Yarns, Glossary of Art, Artists, Art Motifs and Art Movements, Glossary of Paper, Photography, Printing, Prints and Publication Terms and the Glossary of Scientific Terms, which has been updated to Version 3.5. All data bases will be updated from time-to-time in the future.
If you find any post on this blog site useful, you can save it or copy and paste it into your own "Word" document etc. for your future reference. For example, Safari allows you to save a post (e.g. click on "File", click on "Print" and release, click on "PDF" and then click on "Save As" and release - and a PDF should appear where you have stored it). Safari also allows you to mail a post to a friend (click on "File", and then point cursor to "Mail Contents On This Page" and release). Either way, this or other posts on this site may be a useful Art Resource for you.
The Art Resource series will be the first post in each calendar month. Remember - these Art Resource posts span information that will be useful for a home hobbyist to that required by a final year University Fine-Art student and so undoubtedly, some parts of any Art Resource post may appear far too technical for your needs (skip over those mind boggling parts) and in other parts, it may be too simplistic with respect to your level of knowledge (ditto the skip). The trade-off between these two extremes will mean that Art Resource posts will hopefully be useful in parts to most, but unfortunately may not be satisfying to all!
General Properties of Fiber Polymers and Fibers [1-2]
In order to understand coloring and dyeing of textile materials, we need to have some understanding of the general properties of fiber polymers and fibers before we get into the specifics of different fiber types. Today, the focus will be on the fourth part of this series - the general properties of fibers.
Generally, we define a fiber or a staple fiber as a polymer system that is usually 100 times longer than thick. However, fibers are usually several thousand times longer than they are thick. Most fabrics are composed of fibers that range from about 15 to 150 mm (millimetre or mm is 10-3 of a meter), with exceptions; for example, flax ranges up to 500 mm and sometimes even longer. The thickness of these fibers range from 10 to 50 microns (e.g. a micron is a micrometer or 10-6 of a meter).

A filament is a very long fiber. The length of a filament ranges from a few hundred meters, as is the case of silk, to several kilometres as is the case of man-made fibers. The thickness of filaments tend to be similar to that of fibers.

The Macro-Structure of a Textile Fiber and Filament
Fiber Length
Fibers shorter than 15 mm tend to be too small to permit them to be twisted into a strand of sufficient cohesion, regularity and eveness in order to make a useful yarn structure. Fibers longer than 150 mm tend to require specialized spinning machinery, which is an additional cost to their production. Hence, useful fibers range from 15 to 150 mm.
On the other hand, filaments are so long, that they only need to be gathered together to form a suitable yarn structure.
Fiber Thickness
Fiber or filaments finer than 10 micron (i.e. 10-5 meters) generally are too delicate or fragile for ready conversion into a yarn structure. Fibers or filaments exceeding 50 microns in thickness generally give a yarn structure that is too coarse and too thick for a comfortable wear when used as apparel. Hence, fiber thicknesses range from 10 to 50 microns.

Fiber Length to Fiber Thickness Ratio
The ratio of fiber length to thickness is a suitable criterion to decide whether or not a fiber is suitable for spinning into a yarn, provided it first meets the ranges for fiber length and thickness given above. The smallest suitable ratio of fiber length to thickness is about 350:1. Any ratio less that this - say 200:1 - indicates a fiber that probably cannot be twisted into a yarn structure. However, a ratio of 1000:1 or more suggests a fiber that should readily spin into a useful yarn.
Color
White or colorless fibers are preferred because they can be dyed or printed with any hue of color. Natural fibers and delustered man-made fibers are white or off-white in color. Bright-lustered man-made fibers and filaments are colorless because they are translucent.

Translucency
A translucent fiber will transmit light, but this does not imply that it is transparent, since it may also reflect incident light as well. In general silk and man-made fibers when bright-lustered are translucent. Cotton, flax, wool, and delustered man-made fibers are somewhat translucent.

The acceptability of translucent fibers, their translucent textile materials, and apparel items, is dependent upon the prevailing mores of fashion. With an increasing use of man-made fabrics over the years due to the Earth’s population accelerating to 9 billion people that need to be clothed, problems have emerged in the manufacturing of textiles that are sufficiently opaque to satisfy religious demands as well as demands with respect to simple modesty.
Luster
This is a subjective measure of the reflection of incident light from a fiber, filament or textile material. The more lusterous a fiber or filament, the more evenly it reflects the incident light that falls on it and vice versa.

Cotton has convoluted fiber structure and wool a serrated surface structure, both structures scatter reflected light and so gives these fibers the appearance of being dull. The more regular and even structure of flax, mercerised cotton and the fibers of silk, reflect light in a uniform manner, thereby give these fibers the appearance of possessing a distinct luster.
The irregular specks of a delustering agent (such as titanium oxide) contained in the delustered man-made fibers scatters the incident light sufficiently to give these fibers or filaments the appearance of being duller than their bright-luster equivalents.
A preference for non-lusterous or dull textile fibers and filaments exists in many societies. This is evident in the market place where selling of such fibers, their textile materials and their apparels is more voluminous compared with their delustered counterparts.
Fiber Tenacity
The tenacity or strength of fiber is directly related to the length of its polymers, the degree of polymer orientation and the strength and types of inter-polymer attractions between the polymers in the fiber polymer system. Thus, the longer the polymers, the more crystalline can be their orientation, the more inter-polymer bonds can be formed, the stronger and more flexible is the fiber.
Elastic-Plastic Nature of Fibers
Fibers with a rather crystalline polymer system are generally stiff and inflexible, owing to the crystalline nature restricting polymer movement within the fiber polymer system. Excessive bending or stretching of a fiber, severs the inter-polymer bonds and so causes polymer-polymer bonds to rupture, and so weakens the cohesion of the fiber polymer system. This will cause fiber to wrinkle or crease.
Courtesy: Reference [2].

Courtesy: Reference [2].

Courtesy: Reference [2].
More amorphous fibers, have large voids within these regions, which allow polymer movement on stretching and bending and so results in such fibers having a characteristic soft handle. Nevertheless, excessive stretching and bending will cause severing of the inter-polymer bonds, and so cause the fiber to wrinkle and crease.
An elastic fiber has the property that it can recoil when an applied stress is removed from the fiber polymer system. An applied stress will sever the inter-polymer bonds, but when the applied stress is removed, the fiber polymer system re-builds the broken bonds and so can effectively recoil to its original state.
Hygroscopic Nature
The hygroscopic nature of a fiber is directly related to the polarity of its polymers and the ratio of its amorphous to its crystalline regions.
A hygroscopic or absorbent fiber tends to predominately have an amorphous polymer system consisting of polar polymers. As water is polar, it is attracted into the large voids of the amorphous region that is also polar. Highly crystalline regions possess very small voids that prevent water molecules entering even if the polymer system is distinctly polar (e.g., nylon).
If a fiber is hydrophobic (water hating) and very crystalline, then little if any water is absorbed and so in dry climates static electricity can develop, since water molecules are not present in order to dissipate the static electricity build up. As some man-made fibers are hydrophobic, this can be a considerable nuisance during yarn and fiber manufacture, as well as during the course of the lifetime of a garment made from such fibers, as static electricity attracts dirt and so soils the garments more easily.
The absence of static electricity in fibers that are more amorphous is due to the amorphous regions which have large voids, and so allow significant water molecules to enter in this region, thereby dissipating static electricity build up. It is for this reason crystalline fibers are blended with amorphous fibers in order to make fabrics from these blends more comfortable to wear and less frequently laundered.
Thermal Properties
The most important thermal property of a textile fiber or filament is the temperature at which it may soften and begin to melt. This temperature is a relative measure of the fibers’ heat resistance and moreover, it indicates to what temperature the fiber may be safely heat-processed during finishing, pressed during garment manufacture, hot laundered, ironed and/or pressed after dry cleaning.
The softening and melting temperature of a fiber is related to the crystalline nature of its polymer system, the length of its polymers, and the type and number of inter-polymer forces of attraction, that is the glue which holds the polymer system together. The greater the crystalline regions of the polymer system, usually the longer are the polymers, the more inter-polymer bonds that can be formed and so the stronger is the cohesion of the fiber polymer system. Hence more heat is required to disrupt the inter-polymer bonds and so to liberate the polymers from each other. This would result in the fiber having a greater resistance to heat as well as to softening and to possess a higher temperature for melting. It should be noted that the above considerations are only generalities and so each fiber polymer system must be assessed on its particular structure and circumstances.
Chemical Properties
The general chemical properties of fibers center on their reactivity with respect to common degrading agents such as alkalis of laundering, atmospheric pollution, normal soiling of textiles, sunlight etc.
The fiber chemical properties are influenced by its chemical composition (e.g. whether it has polar or non-polar groups and in general, the reactivity of chemical groups are available on its polymer backbone) and on the ratio between its amorphous to crystalline regions of the fibers polymer system.
In general, fibers with a greater sized crystalline regions tend to be chemically more resistant than fibers that possess a greater sized amorphous regions. Amorphous regions have much larger voids, which permit deep penetration of ions, molecules and/or radical degrading agents into these regions. These regions also allow entry and deep penetration of small and large dye molecules, as well as water molecules. On the other hand, fibers possessing large crystalline regions, but small sized amorphous regions, can exclude all ions, radicals and molecules of degrading agents as well as dyes, making these fibers more difficult to color but more chemically resistant.
References:
[1] E.P.G. Gohl and L.D. Vilensky, Textile Science, Longman Cheshire, Melbourne (1989).
[2] A Fritz and J. Cant, Consumer Textiles, Oxford University Press, Melbourne (1986).
2 comments:
Thank you so much for these resources. I am new to teaching A level Textiles in the UK and have spent a long time searching for information on fibres and fabrics that is clear and in depth. This certainly fits the bill. I am eternally grateful!
Jennifer Tilley- Kenilworth School, Warwickshire
Thank you for your kind words and feedback Jennifer.
I am pleased to hear that the information contained in the Art Resources are useful with respect to your teaching A level Textiles in the UK. FYI, the first post in each calendar month contains a new Art Resource feature in the series. Some of these may be of interest with respect to your teaching program. Come back and have a look when you have time !
Marie-Therese
Post a Comment