
Preamble
This is the thirty-third post in the "Art Resource" series, specifically aimed to construct an appropriate knowledge base in order to develop an artistic voice in ArtCloth.
Other posts in this series are:
Glossary of Cultural and Architectural Terms
Units Used in Dyeing and Printing of Fabrics
Occupational, Health & Safety
A Brief History of Color
The Nature of Color
Psychology of Color
Color Schemes
The Naming of Colors
The Munsell Color Classification System
Methuen Color Index and Classification System
The CIE System
Pantone - A Modern Color Classification System
Optical Properties of Fiber Materials
General Properties of Fiber Polymers and Fibers - Part I
General Properties of Fiber Polymers and Fibers - Part II
General Properties of Fiber Polymers and Fibers - Part III
General Properties of Fiber Polymers and Fibers - Part IV
General Properties of Fiber Polymers and Fibers - Part V
Protein Fibers - Wool
Protein Fibers - Speciality Hair Fibers
Protein Fibers - Silk
Protein Fibers - Wool versus Silk
Timelines of Fabrics, Dyes and Other Stuff
Cellulosic Fibers (Natural) - Cotton
Cellulosic Fibers (Natural) - Linen
Other Natural Cellulosic Fibers
General Overview of Man-Made Fibers
Man-Made Cellulosic Fibers - Viscose
Man-Made Cellulosic Fibers - Esters
Man-Made Synthetic Fibers - Nylon
Man-Made Synthetic Fibers - Polyester
Man-Made Synthetic Fibers - Acrylic and Modacrylic
Man-Made Synthetic Fibers - Olefins
Man-Made Synthetic Fibers - Elastomers
Man-Made Synthetic Fibers - Mineral Fibers
Man Made Fibers - Other Textile Fibers
Fiber Blends
From Fiber to Yarn: Overview - Part I
From Fiber to Yarn: Overview - Part II
Melt-Spun Fibers
Characteristics of Filament Yarn
Yarn Classification
Direct Spun Yarns
Textured Filament Yarns
Fabric Construction - Felt
Fabric Construction - Nonwoven fabrics
A Fashion Data Base
Fabric Construction - Leather
Fabric Construction - Films
Glossary of Colors, Dyes, Inks, Pigments and Resins
Fabric Construction – Foams and Poromeric Material
Knitting
Hosiery
Glossary of Fabrics, Fibers, Finishes, Garments and Yarns
Weaving and the Loom
Similarities and Differences in Woven Fabrics
The Three Basic Weaves - Plain Weave (Part I)
The Three Basic Weaves - Plain Weave (Part II)
The Three Basic Weaves - Twill Weave
The Three Basic Weaves - Satin Weave
Figured Weaves - Leno Weave
Figured Weaves – Piqué Weave
Figured Fabrics
Glossary of Art, Artists, Art Motifs and Art Movements
Crêpe Fabrics
Crêpe Effect Fabrics
Pile Fabrics - General
Woven Pile Fabrics
Chenille Yarn and Tufted Pile Fabrics
Knit-Pile Fabrics
Flocked Pile Fabrics and Other Pile Construction Processes
Glossary of Paper, Photography, Printing, Prints and Publication Terms
Napped Fabrics – Part I
Napped Fabrics – Part II
Double Cloth
Multicomponent Fabrics
Knit-Sew or Stitch Through Fabrics
Finishes - Overview
Finishes - Initial Fabric Cleaning
Mechanical Finishes - Part I
Mechanical Finishes - Part II
Additive Finishes
Chemical Finishes - Bleaching
Glossary of Scientific Terms
Chemical Finishes - Acid Finishes
Finishes: Mercerization
Finishes: Waterproof and Water-Repellent Fabrics
Finishes: Flame-Proofed Fabrics
Finishes to Prevent Attack by Insects and Micro-Organisms
Other Finishes
Shrinkage - Part I
Shrinkage - Part II
Progressive Shrinkage and Methods of Control
Durable Press and Wash-and-Wear Finishes - Part I
Durable Press and Wash-and-Wear Finishes - Part II
Durable Press and Wash-and-Wear Finishes - Part III
Durable Press and Wash-and-Wear Finishes - Part IV
Durable Press and Wash-and-Wear Finishes - Part V
The General Theory of Dyeing – Part I
The General Theory Of Dyeing - Part II
Natural Dyes
Natural Dyes - Indigo
Mordant Dyes
Premetallized Dyes
Azoic Dyes
Basic Dyes
Acid Dyes
Disperse Dyes
Direct Dyes
Reactive Dyes
Sulfur Dyes
Blends – Fibers and Direct Dyeing
The General Theory of Printing
There are currently eight data bases on this blogspot, namely, the Glossary of Cultural and Architectural Terms, Timelines of Fabrics, Dyes and Other Stuff, A Fashion Data Base, the Glossary of Colors, Dyes, Inks, Pigments and Resins, the Glossary of Fabrics, Fibers, Finishes, Garments and Yarns, Glossary of Art, Artists, Art Motifs and Art Movements, Glossary of Paper, Photography, Printing, Prints and Publication Terms and the Glossary of Scientific Terms, which has been updated to Version 3.5. All data bases will be updated from time-to-time in the future.
If you find any post on this blog site useful, you can save it or copy and paste it into your own "Word" document etc. for your future reference. For example, Safari allows you to save a post (e.g. click on "File", click on "Print" and release, click on "PDF" and then click on "Save As" and release - and a PDF should appear where you have stored it). Safari also allows you to mail a post to a friend (click on "File", and then point cursor to "Mail Contents On This Page" and release). Either way, this or other posts on this site may be a useful Art Resource for you.
The Art Resource series will be the first post in each calendar month. Remember - these Art Resource posts span information that will be useful for a home hobbyist to that required by a final year University Fine-Art student and so undoubtedly, some parts of any Art Resource post may appear far too technical for your needs (skip over those mind boggling parts) and in other parts, it may be too simplistic with respect to your level of knowledge (ditto the skip). The trade-off between these two extremes will mean that Art Resource posts will hopefully be useful in parts to most, but unfortunately may not be satisfying to all!
Man-Made Synthetic Fibers - Olefins [1-2]
Olefin fiber is a manufactured fiber in which the fiber-forming substance is any long-chain synthetic polymer composed of at least 85% by weight of ethylene, propylene, or other olefin units.
Olefin fiber is a generic description that covers thermoplastic fibers derived from olefins, predominately aliphatic hydrocarbons. Olefins are products of the polymerization of propylene and ethylene gases. The raw materials for olefin production are hydrocarbons - molecules which are by-products of petroleum cracking, and which consist of hydrogen and carbon atoms only.
Polypropylene and polyethylene are the two most common members of the family. Polypropylene is extremely versatile as a fiber-forming material, whereas polyethylene is not as good a fiber-forming high polymer material. These are unlike other fibers in that they absorb no moisture, are waxy in feel, and are lighter than water. They are inexpensive to produce and so have found their place in many types of garments as well as in carpets.
Since its introduction into the textile industry in the 1950s, the list of successful products and markets for polypropylene fiber has increased exponentially. The figure below shows the forecasted world consumption of non-wovens in millions of tons from 1998 to 2007.
 World consumption of polypropylene from 1998 to 2007.
World consumption of polypropylene from 1998 to 2007.
Polyethylene (a poly-olefin) was first produced in the 1930s and was an important plastic during World War II. However, when the process of high pressure polymerization, which was so successful for ethylene, was tried with propylene, the resultant polymer was a greasy mess. Nevertheless, by 1957 a new production route was discovered, enabling polypropylene to become available as a filament for fiber production.
Olefin fibers were initially relatively unknown but with the introduction of Vectra hosiery and with nation-wide advertising, these fibers quickly secured a sizeable market share in the USA. Other polyolefin fibers include such trade names as Herculon and Marvess.
Production of Polyolefins [1]
Ethylene can be readily polymerised in an autoclave at high temperature and pressure. The result is polyethylene which is then melt spun and cold drawn to give filaments.
 From ethylene one can produce polyethylene.
From ethylene one can produce polyethylene.
Polyethylene has no polar groups in its structure and so it has low frictional properties. Hence it has an oily or slippery handle. It has also a low melting point since the forces that hold the polymers together - van der Waals forces - are extremely weak and so break easily on heating. Because its chemical resistance is an advantage, scientists used gamma irradiation in order to cross-link the polymers, making the filament more heat resistant and therefore marketable.
Since propylene is by far the cheapest raw material for synthesising fibers, much effort was put into developing a method of converting it into an effective polymer. Success came in 1957, when a catalyst developed by Ziegler allowed the bulky side chain of the polymer to be organised in an orderly manner.
With a regular molecular form, the polymer chains are able to pack together tightly, and form fibers suitable for textile applications. The fibers are melt spun, and then cold stretched to increase crystallinity. The next process is annealing, a final heat treatment which allows the molecules to rearrange themselves and pack together a little better. Annealing further increases the crystallinity of the fiber. The extent to which fibers are stretched during cold drawing controls tensile strength (and elongation at the break) of the product.
 Schematic diagram of the staple fiber production unit of polypropylene.
Schematic diagram of the staple fiber production unit of polypropylene.
Additional comments and description of the production are as follows: * Extrusion: L/D=30, compression ratio=1:3.5.
* Metering: one or more spinning gear pumps receives the molten polymer and sends it through the spinning pack to homogenize the product, feed the spinning pack at a constant rate, and prevent fluctuation due to screw extruder.
* Spinning: the spinning pack consists of three parts: filters, distributor (which distributes the molten polymer over to die surface) and the die. The diameter of the die varies from 0.5 to 1.5mm, depending on the denier required.
* Quenching: newly extruded filaments are cooled in a good "box", which will distribute 3 m3/min of cool air without damaging the filaments.
* Finishing: to improve antistatic and reduce abrasion.
* Hot Stretching: to enhance the physico-mechanical properties.
* Crimping: to improve the bulk.
* Thermosetting: a treatment in hot air or steam that removes the internal stresses and relaxes fibers. The resultant fibers are heat-set with increased denier.
* Cutting: fibers are cut into 20 to 120 mm length depending on whether they are intended for cotton or woolen system.
Processability of Polypropylene
A major virtue of polypropylene is its ability to be used in a wide range of fibrous forms. Fibrous forms of polypropylene include staple, bicomponent staple, monofilament, multifilament, slit film yarns, slit-fibrillated film yarns, spunbonds, melt blown non-wovens, synthetic pulps, and extruded nettings.
It can be made into ropes and cordage, primary and secondary carpet backing, carpet face yarns, upholstery fabrics, geotextiles, filtration materials, horticulture/agriculture materials, automotive fabrics, spill-cleanup materials, disposable diapers, hospital/medical care materials, and protective clothing.
The melting point of polypropylene (160-170°C) is an advantage in many non-wovens processing steps. Polypropylene fiber can be softened sufficiently to bond to one another without destroying fiber properties. Non-woven fibers made from polypropylene can therefore be fusion-bonded, eliminating the need for chemical binders. The benefits of this technique include both energy saving and environmental friendliness. Uses of thermally bonded cover stock in baby diapers and similar products will result in a markedly increased use of polypropylene.
The fusion characteristics of polypropylene are used not only to bond carded webs but also to improve the dimensional stability of needle-bonded fabrics. A large amount of engineered fabrics for road stabilization, dam and lake reinforcement, soil stabilization and roofing are made from polypropylene fibers. Melt-blown fabrics are widely used in filtration media, battery separators, etc. The relatively high melting point allows polypropylene non-wovens to be used up to the temperature of 120°C before softening occurs. The soft hand and hydrophobic properties make polypropylene non-wovens particularly suitable for hygiene products, baby diapers and adult incontinence.
Spunbond and meltblown are the two main processes for polypropylene non-woven fabrication. Both techniques require polypropylene resins with high melting flow rate and relatively very narrow molecular weight distribution. The fibers produced in spun bonded non-wovens are spun filaments, whose diameters are in the range of 10-35 microns, whereas the fibers of melt blown non-wovens are usually discontinuous and much finer, typically less than 10 microns. This partially explains why meltblown webs are usually weaker than spunbonded webs.
Processability of a polymer is highly dependent on its rheological properties, which have a close relationship with its molecular weight, molecular weight distribution, and temperature and shear rate. Polypropylene resins are generally categorized according to their melt flow rates (MFR), which is the amount of material that passes through a standard die hole for ten minutes. Polymers with higher molecular weight have lower MFR and higher viscosity (under a given temperature). Commercial polypropylene has a wide range of MFR from 0.25 to 1200. MFR is a very important parameter for both melt-blown and spunbond processing. Polypropylene melts exhibit non-Newtonian viscosity, normal stress in shear flow, excessive entrance and exit pressure drop, die swell, melt fracture and draw resonance. Polypropylene melts are more viscoelastic than polyethylene terephthalate (PET) and nylon melts. The flow pattern and stability of polypropylene melts are highly dependent on the shear rate. Above the critical shear rate, melt fracture may occur.
Processability of polypropylene fiber is also influenced by the die geometry. The length to diameter ratio has to be optimized to reduce instability and the effects of polypropylene's high viscosity. Both melt fracture and draw resonance represent instabilities in flow. Draw resonance is a periodic variation in diameter of a spinning threadline above a critical draw-down ratio. Slowing down the drawing operation or a suitable cooling procedure may prevent this.
In addition, processability of polypropylene fiber can also be affected by other factors such as finishing. Finish oil is a mixture of several chemicals that function as anti-static agent and lubricator to protect the filament. The results of the effects of finishing on this area are not readily available.
Since unmodified polypropylene is not dyeable, pigmentation has become the preferred way of coloration in textile and textile-related applications. Generally, the fastness properties of pigmented fibers are superior to those of dyed fibers. Pigmented polypropylene fibers have become established for contract carpets, indoor/outdoor carpeting, synthetic turf, and other applications, in part because of their superior fastness properties. Light stabilizers have helped to open new markets for products intended for use outdoors, and improved heat stabilizers have boosted extrusion efficiency and allowed use of more recycled material.
Characteristics of Olefin Fibers
* Good bulk and cover, very lightweight (olefin fibers have the lowest specific gravity of all fibers).
* High strength (wet or dry).
* Resistant to deterioration from chemicals, mildew, insects, perspiration, rot and weather.
* Abrasion resistant.
* Low moisture absorption.
* Stain and soil resistant.
* Lowest static component of any man-made fiber.
* Sunlight resistant.
* Good washability, quick drying, unique wicking.
* Resilient, moldable, very comfortable.
* Thermally bondable.
Properties of Polypropylene Fibers
Fiber Structure
Polypropylene fibers are composed of crystalline and non-crystalline regions. The spherulites developed from a nucleus can range in size from fractions of a micrometer to centimeters in diameter. The a-axis of the crystal unit cell is aligned radially and the chain axis is homogeneously distributed in planes perpendicular to this radial direction. Each crystal is surrounded by non-crystalline material. Fiber spinning and drawing may cause the orientation of both crystalline and amorphous regions. If the extension is less than 0.5%, the spherulite deformation is elastic and no disruption of the structure occurs, otherwise spherulites are highly oriented in the direction of the force and finally are converted to microfibrils. These highly anisotropic microfibrillar structures lead to anisotropic fiber properties.
Crystallinity of Polypropylene Fiber
The degree of crystallinity of polypropylene fiber is generally between 50-65%, depending on processing conditions. Crystallization occurs between glass transition temperature (Tg) and the equilibrium melting point (Tm). The crystallization rate of polypropylene is fast at low temperature. It is reported that the crystallization rate decreases with increasing crystallization temperatures and also decreases with the increase of molecular weight as shown in the figure below. A paracrystalline structure with only 45% crystallinity resulting from immediate quenching after extrusion was observed. A significantly higher crystallinity of 62% was achieved when quenching further downstream of the die.
 The relationship between rate of crystallization and temperature for polypropylene of various molecular weights.
The relationship between rate of crystallization and temperature for polypropylene of various molecular weights.
Although the drawing orients the crystallites, it also might decrease the crystallinity as shown in the figure below, which is different from that of PET and polyacrylonitrile (PAN) fibers.
 Effect of draw ratio and draw temperature on polypropylene fiber crystallinity: at draw temperature of 100°C; diameter to draw ratio of 4:1.
Effect of draw ratio and draw temperature on polypropylene fiber crystallinity: at draw temperature of 100°C; diameter to draw ratio of 4:1.
The crystalline structure of polypropylene has different forms, subject to its respective drawing condition, as shown in the figure below. For example, the "alpha-form" is thermodynamically more stable and accordingly requires greater drawing force than the other two.
 Crystalline structure of polypropylene fibers.
Crystalline structure of polypropylene fibers.
Heat setting removes the residual strains and produces a defect-free and stable crystalline structure to make fiber/fabrics dimensionally stable. It also improves the percentage of overall crystallinity. The smectic structure changes to a more perfect monoclinic structure. During the process of heat setting if the temperature is above 70°C. At 145°C the conversion is almost complete. In comparison to the predominantly smectic form, the monoclinic form does not experience any major change in crystalline structure during the course of drawing and heat setting.
Mechanical Properties
The general physical properties of polypropylene fibers are shown in the table below. Polypropylene fibers are produced in a variety of types with different tenacities designed to suit varying market requirements. Fibers for general textile uses have tenacities in the range of 4.5-6.0 g/den. High tenacity yarns up to 9.0 g/den are produced for the use in ropes, nets and other similar applications. High performance polypropylene fibers have been made with high strength and high modulus. The techniques include ultra-drawing, solid-state extrusion and crystal surface growth. The filaments with tenacities over 13.0 g/den can be made.

The degree of orientation achieved by drawing influences the mechanical properties of polypropylene filaments. The greater the degree of stretch, the higher the tensile strength and the lower the elongation as shown in the figure below. Commercial polypropylene monofilaments have an elongation-at-break in the range of 12-25%. Multifilaments and staple fibers are in the range of 20-30% and 20-35%, respectively.
 Relationship between mechanical property and stretching of polypropylene fibers.
Relationship between mechanical property and stretching of polypropylene fibers.
Thermal Properties
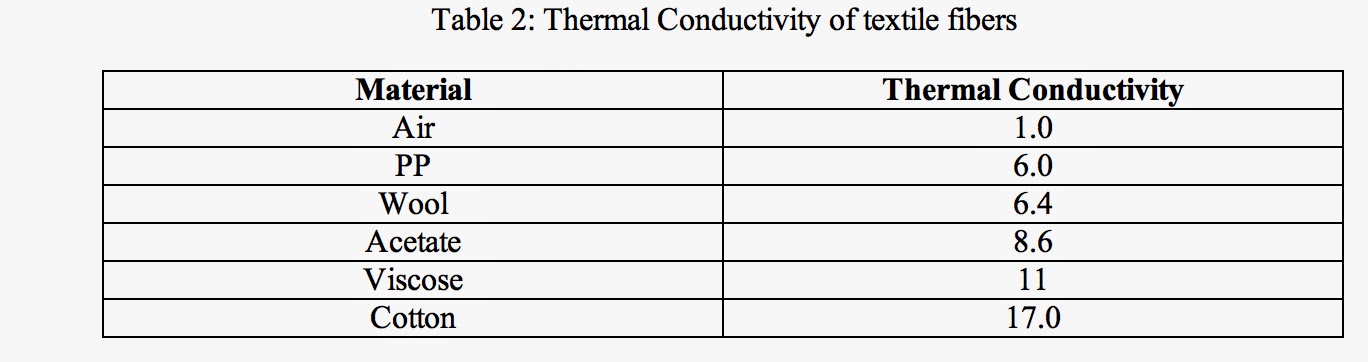
Polypropylene fibers have a softening point in the region of 150°C and a melting point at 160-170°C. At temperatures of -70°C or lower, polypropylene fibers retain their excellent flexibility. At higher temperature (but below 120°C) polypropylene fibers nearly retain their normal mechanical properties. Polypropylene fibers have the lowest thermal conductivity of all commercial fibers. In this respect, it is the warmest fiber of all. The thermal conductivity of common textile fibers is shown in the Table below.

Dyeability
The dyeability of fibers is controlled by both chemical and physical properties. Fibers that have polar functional groups in their molecular repeat units can more easily be dyed. These polar groups may serve as active sites for combination with dye molecules by chemical bonds. Since polypropylene molecular chains have no polar functional groups, the dye molecules cannot be chemically attracted to the fibers. The dye molecules cannot even be strongly adsorbed by the fiber surfaces because of their hydrophobic properties. Therefore, these adsorbed molecules, which interact with the fiber surface by weak van der Waal's forces, are easily washed away. In addition, polypropylene fiber has relatively high crystallinity (50-65%), which partially attributes to its very low dye ability.
Fiber modifications have been investigated to make polypropylene dyeable, this includes copolymerisation to provide dyesites along the macromolecular chain and blend with dyeable polymers. Baumann has reviewed the attempts by several researchers to improve polypropylene dyeability. The method of grafting chloromethylstyrene has been introduced. In addition, the method of blending a polyethyleneimine compound with polypropylene was described briefly. Bromination of polypropylene fibers was reported to give polypropylene fibers an affinity for basic dyes. These methods have, however, generally led to the significant decrease of the desirable physical properties of polypropylene fibers.
In recent years, surface modification of hydrophobic fibers by plasma treatment has opened up new possibilities in this field. Functional groups can be introduced onto the surface of polypropylene fibers by special gas plasma treatment or plasma polymerization. The polar layer on the fiber surface improves the wettability and the affinity of the fiber surface for water and water-soluble dye molecules. After reaction with the functional groups, which are introduced by plasma treatment, dye molecules are fixed onto the fiber surface. Because plasmas do not interact with the inner part of the fiber, this technique may not greatly influence the mechanical properties of the treated fiber. Great progress in improving dyeability of polypropylene non-woven webs had been made by the Textiles and Non-wovens development Center (TANDEC), University of Tennessee at Knoxville.
Other Properties of Polypropylene
In general, polypropylene fiber has excellent chemical resistance to acids and alkalis, high abrasion resistance and resistance to insects and pests. Polypropylene fiber is also easy to process and inexpensive compared to other synthetic fibers. Its low moisture absorption helps aid the quick transport of moisture.
Disadvantages of Polypropylene Fibers
The main drawbacks of polypropylene fibers are listed below:
* Low melting temperature which prevents it from being ironed like cotton, wool, nylon etc.
* Hard to be dyed after manufacturing, except after substantial treatment and modification.
* High crystallinity and poor thermal conductivity leads to limited texturizability. [Drawn polypropylene requires a contact time of 2 seconds in the heater compared to PET, which requires only 0.4 seconds].
* Poor UV and thermal stability which requires addition of expensive UV stabilisers and antioxidants to overcome this problem.
* Poor resilience compared to PET and Nylon.
* Creeping due to its low Tg (-15 to -20°C).
* Poor adhesion to glues and latex.
* Flammable which melts and burns like wax.
Note: Polypropylene fiber has many useful textile properties; however, one key disadvantage is that it is flammable. Topical flame resistant treatments have serious deficiencies, such as high add-on and limited durability. Dr. David Buszard introduced Reoflam FG-372, a new phosphorus-bromine based melt-processable flame retardant, stable at processing temperatures up to 230°C. It acts as a plasticier during fiber spinning, because of a similar melting temperature. An add-on level of 3% to 8% is required to meet the majority of textile flammability requirements. Polypropylene fibers containing Reoflam FG-372 are already being used in automative carpeting, where good light stability is also of importance.
Applications
Because of its superior performance characteristics and comparatively low-cost, polypropylene fiber finds extensive use in the non-wovens industry. Polypropylene is a very important fiber in non-woven processing and dominates in many nonwoven markets. The main application areas include: non-woven fabrics (refer to table below), particularly absorbent product coverstock markets, home furnishings and automotive markets.

Carpet and Upholstery
Since polypropylene became a commercially available fiber more than 40 years ago, it has historically been a fiber for carpet and upholstery. About 90% of all carpet backing and more than 25% of all carpet face fiber is polypropylene. In 1997 almost 3.8 billion pounds - approximately 39% of all fibers shipped by domestic manufacturers - were delivered to U.S.A. and Canadian carpet mills. Roughly 1.6 billion pounds of these shipments, 42%, were polypropylene filament and staple, representing more than 61% of all polypropylene shipments. Table below details the growth of polypropylene filament staple distribution since 1993. In 1998, 44% polypropylene filament shipments were used as carpet-face fibers, with slightly more than half this amount, 514 million pounds or 24% of all filament shipments, were consumed in backing materials.

Polypropylene BCF (bulked continuous filament) yarns now account for almost 1 billion lbs/yr of the face fiber used in carpets and rugs in the U.S. Carpet mills that have back-integrated into fiber production make most of the BCF yarns used in the U.S. carpet industry. In 1998, the relatively low prices for polypropylene resins were a major factor in increased earnings for the major U.S. carpet and rug producers.
Absorbent Products (Diapers)
Absorbent products are very important in the nonwovens business. Of the absorbent product applications, the baby diaper area is the largest volume user, however, applications in adult incontinence currently show the highest growth in recent years.
The major structural components of current diapers are:
* Top sheet (overstock).
* Acquisition and/or transport or distribution layer.
* Absorbent core.
* Backsheet.
Secondary component materials are:
* Barrier leg cuffs.
* Elastomeric materials.
* Hot melt glues.
Current non-woven materials used in topsheet applications include spunbonded polypropylene (usually produced on a multibeam system), SMS (spunbond/melt blown/spunbond) polypropylene composites and carded polypropylene thermal bonds. In some applications, thermally bonded bicomponent structures are being used.
Polypropylene spunbonded webs, treated to render them hydrophilic (or partially treated to make them hydrophilic in zones) have proved popular materials for coverstock applications, but they have not always been rated as soft as other materials, i.e., staple fiber-based thermally bonded polypropylene.
However, recent developments in polymer technology with the availability of metallocene polypropylene would appear to provide a route to improve the resultant web softness. Alternative web-forming technologies, (such as those of Ason Engineering, Ft. Lauderdale, FL and Kobe, Tokyo, Japan) with the capability to produce bicomponent and microdenier webs, can now provide materials with better web formation, better softness and improved strength, allowing a reduction in web weight and consequently the possibility of a reduction in cost.
In summary:
Polypropylene is not only cheaper but also more versatile than most olefin fibers. It is the lightest of all commercial fibers, with excellent resistance to chemicals, micro-organisms, abrasion and light. Its low melting point (165oC) means it cannot be ironed safely. Its lack of affinity for moisture makes it suitable for use in the fishing and similar industries.
Ropes made from polypropylene will float on water (specific gravity is 0.91g ml-1 whereas water has a specific gravity of 1 g ml-1). It may be less easily lost at sea than the traditional - if cheaper - manila fishing ropes.
Another fiber gradually being replaced by polypropylene is jute, particularly as sacking and backing material for carpets. To lower costs of manufacture, films of the polymer are extruded, split into strips and then fibrillated and twisted into yarn.
Indoor/outdoor carpets are successfully produced by the non-woven method of needling a web of polypropylene filaments, and then shrinking and welding the fibers together in an oven. Most artificial turf is also made with polypropylene tape yarns as the pile, to give a resilient abrasion- and weather-resistant product.
References:
[1] A Fritz and J. Cant, Consumer Textiles, Oxford University Press, Melbourne (1986).
[2] https://web.utk.edu/~mse/Textiles/Olefin%20fibers.htm
This is the thirty-third post in the "Art Resource" series, specifically aimed to construct an appropriate knowledge base in order to develop an artistic voice in ArtCloth.
Other posts in this series are:
Glossary of Cultural and Architectural Terms
Units Used in Dyeing and Printing of Fabrics
Occupational, Health & Safety
A Brief History of Color
The Nature of Color
Psychology of Color
Color Schemes
The Naming of Colors
The Munsell Color Classification System
Methuen Color Index and Classification System
The CIE System
Pantone - A Modern Color Classification System
Optical Properties of Fiber Materials
General Properties of Fiber Polymers and Fibers - Part I
General Properties of Fiber Polymers and Fibers - Part II
General Properties of Fiber Polymers and Fibers - Part III
General Properties of Fiber Polymers and Fibers - Part IV
General Properties of Fiber Polymers and Fibers - Part V
Protein Fibers - Wool
Protein Fibers - Speciality Hair Fibers
Protein Fibers - Silk
Protein Fibers - Wool versus Silk
Timelines of Fabrics, Dyes and Other Stuff
Cellulosic Fibers (Natural) - Cotton
Cellulosic Fibers (Natural) - Linen
Other Natural Cellulosic Fibers
General Overview of Man-Made Fibers
Man-Made Cellulosic Fibers - Viscose
Man-Made Cellulosic Fibers - Esters
Man-Made Synthetic Fibers - Nylon
Man-Made Synthetic Fibers - Polyester
Man-Made Synthetic Fibers - Acrylic and Modacrylic
Man-Made Synthetic Fibers - Olefins
Man-Made Synthetic Fibers - Elastomers
Man-Made Synthetic Fibers - Mineral Fibers
Man Made Fibers - Other Textile Fibers
Fiber Blends
From Fiber to Yarn: Overview - Part I
From Fiber to Yarn: Overview - Part II
Melt-Spun Fibers
Characteristics of Filament Yarn
Yarn Classification
Direct Spun Yarns
Textured Filament Yarns
Fabric Construction - Felt
Fabric Construction - Nonwoven fabrics
A Fashion Data Base
Fabric Construction - Leather
Fabric Construction - Films
Glossary of Colors, Dyes, Inks, Pigments and Resins
Fabric Construction – Foams and Poromeric Material
Knitting
Hosiery
Glossary of Fabrics, Fibers, Finishes, Garments and Yarns
Weaving and the Loom
Similarities and Differences in Woven Fabrics
The Three Basic Weaves - Plain Weave (Part I)
The Three Basic Weaves - Plain Weave (Part II)
The Three Basic Weaves - Twill Weave
The Three Basic Weaves - Satin Weave
Figured Weaves - Leno Weave
Figured Weaves – Piqué Weave
Figured Fabrics
Glossary of Art, Artists, Art Motifs and Art Movements
Crêpe Fabrics
Crêpe Effect Fabrics
Pile Fabrics - General
Woven Pile Fabrics
Chenille Yarn and Tufted Pile Fabrics
Knit-Pile Fabrics
Flocked Pile Fabrics and Other Pile Construction Processes
Glossary of Paper, Photography, Printing, Prints and Publication Terms
Napped Fabrics – Part I
Napped Fabrics – Part II
Double Cloth
Multicomponent Fabrics
Knit-Sew or Stitch Through Fabrics
Finishes - Overview
Finishes - Initial Fabric Cleaning
Mechanical Finishes - Part I
Mechanical Finishes - Part II
Additive Finishes
Chemical Finishes - Bleaching
Glossary of Scientific Terms
Chemical Finishes - Acid Finishes
Finishes: Mercerization
Finishes: Waterproof and Water-Repellent Fabrics
Finishes: Flame-Proofed Fabrics
Finishes to Prevent Attack by Insects and Micro-Organisms
Other Finishes
Shrinkage - Part I
Shrinkage - Part II
Progressive Shrinkage and Methods of Control
Durable Press and Wash-and-Wear Finishes - Part I
Durable Press and Wash-and-Wear Finishes - Part II
Durable Press and Wash-and-Wear Finishes - Part III
Durable Press and Wash-and-Wear Finishes - Part IV
Durable Press and Wash-and-Wear Finishes - Part V
The General Theory of Dyeing – Part I
The General Theory Of Dyeing - Part II
Natural Dyes
Natural Dyes - Indigo
Mordant Dyes
Premetallized Dyes
Azoic Dyes
Basic Dyes
Acid Dyes
Disperse Dyes
Direct Dyes
Reactive Dyes
Sulfur Dyes
Blends – Fibers and Direct Dyeing
The General Theory of Printing
There are currently eight data bases on this blogspot, namely, the Glossary of Cultural and Architectural Terms, Timelines of Fabrics, Dyes and Other Stuff, A Fashion Data Base, the Glossary of Colors, Dyes, Inks, Pigments and Resins, the Glossary of Fabrics, Fibers, Finishes, Garments and Yarns, Glossary of Art, Artists, Art Motifs and Art Movements, Glossary of Paper, Photography, Printing, Prints and Publication Terms and the Glossary of Scientific Terms, which has been updated to Version 3.5. All data bases will be updated from time-to-time in the future.
If you find any post on this blog site useful, you can save it or copy and paste it into your own "Word" document etc. for your future reference. For example, Safari allows you to save a post (e.g. click on "File", click on "Print" and release, click on "PDF" and then click on "Save As" and release - and a PDF should appear where you have stored it). Safari also allows you to mail a post to a friend (click on "File", and then point cursor to "Mail Contents On This Page" and release). Either way, this or other posts on this site may be a useful Art Resource for you.
The Art Resource series will be the first post in each calendar month. Remember - these Art Resource posts span information that will be useful for a home hobbyist to that required by a final year University Fine-Art student and so undoubtedly, some parts of any Art Resource post may appear far too technical for your needs (skip over those mind boggling parts) and in other parts, it may be too simplistic with respect to your level of knowledge (ditto the skip). The trade-off between these two extremes will mean that Art Resource posts will hopefully be useful in parts to most, but unfortunately may not be satisfying to all!
Man-Made Synthetic Fibers - Olefins [1-2]
Olefin fiber is a manufactured fiber in which the fiber-forming substance is any long-chain synthetic polymer composed of at least 85% by weight of ethylene, propylene, or other olefin units.
Olefin fiber is a generic description that covers thermoplastic fibers derived from olefins, predominately aliphatic hydrocarbons. Olefins are products of the polymerization of propylene and ethylene gases. The raw materials for olefin production are hydrocarbons - molecules which are by-products of petroleum cracking, and which consist of hydrogen and carbon atoms only.
Polypropylene and polyethylene are the two most common members of the family. Polypropylene is extremely versatile as a fiber-forming material, whereas polyethylene is not as good a fiber-forming high polymer material. These are unlike other fibers in that they absorb no moisture, are waxy in feel, and are lighter than water. They are inexpensive to produce and so have found their place in many types of garments as well as in carpets.
Since its introduction into the textile industry in the 1950s, the list of successful products and markets for polypropylene fiber has increased exponentially. The figure below shows the forecasted world consumption of non-wovens in millions of tons from 1998 to 2007.

Polyethylene (a poly-olefin) was first produced in the 1930s and was an important plastic during World War II. However, when the process of high pressure polymerization, which was so successful for ethylene, was tried with propylene, the resultant polymer was a greasy mess. Nevertheless, by 1957 a new production route was discovered, enabling polypropylene to become available as a filament for fiber production.
Olefin fibers were initially relatively unknown but with the introduction of Vectra hosiery and with nation-wide advertising, these fibers quickly secured a sizeable market share in the USA. Other polyolefin fibers include such trade names as Herculon and Marvess.
Production of Polyolefins [1]
Ethylene can be readily polymerised in an autoclave at high temperature and pressure. The result is polyethylene which is then melt spun and cold drawn to give filaments.

Polyethylene has no polar groups in its structure and so it has low frictional properties. Hence it has an oily or slippery handle. It has also a low melting point since the forces that hold the polymers together - van der Waals forces - are extremely weak and so break easily on heating. Because its chemical resistance is an advantage, scientists used gamma irradiation in order to cross-link the polymers, making the filament more heat resistant and therefore marketable.
Since propylene is by far the cheapest raw material for synthesising fibers, much effort was put into developing a method of converting it into an effective polymer. Success came in 1957, when a catalyst developed by Ziegler allowed the bulky side chain of the polymer to be organised in an orderly manner.
With a regular molecular form, the polymer chains are able to pack together tightly, and form fibers suitable for textile applications. The fibers are melt spun, and then cold stretched to increase crystallinity. The next process is annealing, a final heat treatment which allows the molecules to rearrange themselves and pack together a little better. Annealing further increases the crystallinity of the fiber. The extent to which fibers are stretched during cold drawing controls tensile strength (and elongation at the break) of the product.

Additional comments and description of the production are as follows: * Extrusion: L/D=30, compression ratio=1:3.5.
* Metering: one or more spinning gear pumps receives the molten polymer and sends it through the spinning pack to homogenize the product, feed the spinning pack at a constant rate, and prevent fluctuation due to screw extruder.
* Spinning: the spinning pack consists of three parts: filters, distributor (which distributes the molten polymer over to die surface) and the die. The diameter of the die varies from 0.5 to 1.5mm, depending on the denier required.
* Quenching: newly extruded filaments are cooled in a good "box", which will distribute 3 m3/min of cool air without damaging the filaments.
* Finishing: to improve antistatic and reduce abrasion.
* Hot Stretching: to enhance the physico-mechanical properties.
* Crimping: to improve the bulk.
* Thermosetting: a treatment in hot air or steam that removes the internal stresses and relaxes fibers. The resultant fibers are heat-set with increased denier.
* Cutting: fibers are cut into 20 to 120 mm length depending on whether they are intended for cotton or woolen system.
Processability of Polypropylene
A major virtue of polypropylene is its ability to be used in a wide range of fibrous forms. Fibrous forms of polypropylene include staple, bicomponent staple, monofilament, multifilament, slit film yarns, slit-fibrillated film yarns, spunbonds, melt blown non-wovens, synthetic pulps, and extruded nettings.
It can be made into ropes and cordage, primary and secondary carpet backing, carpet face yarns, upholstery fabrics, geotextiles, filtration materials, horticulture/agriculture materials, automotive fabrics, spill-cleanup materials, disposable diapers, hospital/medical care materials, and protective clothing.
The melting point of polypropylene (160-170°C) is an advantage in many non-wovens processing steps. Polypropylene fiber can be softened sufficiently to bond to one another without destroying fiber properties. Non-woven fibers made from polypropylene can therefore be fusion-bonded, eliminating the need for chemical binders. The benefits of this technique include both energy saving and environmental friendliness. Uses of thermally bonded cover stock in baby diapers and similar products will result in a markedly increased use of polypropylene.
The fusion characteristics of polypropylene are used not only to bond carded webs but also to improve the dimensional stability of needle-bonded fabrics. A large amount of engineered fabrics for road stabilization, dam and lake reinforcement, soil stabilization and roofing are made from polypropylene fibers. Melt-blown fabrics are widely used in filtration media, battery separators, etc. The relatively high melting point allows polypropylene non-wovens to be used up to the temperature of 120°C before softening occurs. The soft hand and hydrophobic properties make polypropylene non-wovens particularly suitable for hygiene products, baby diapers and adult incontinence.
Spunbond and meltblown are the two main processes for polypropylene non-woven fabrication. Both techniques require polypropylene resins with high melting flow rate and relatively very narrow molecular weight distribution. The fibers produced in spun bonded non-wovens are spun filaments, whose diameters are in the range of 10-35 microns, whereas the fibers of melt blown non-wovens are usually discontinuous and much finer, typically less than 10 microns. This partially explains why meltblown webs are usually weaker than spunbonded webs.
Processability of a polymer is highly dependent on its rheological properties, which have a close relationship with its molecular weight, molecular weight distribution, and temperature and shear rate. Polypropylene resins are generally categorized according to their melt flow rates (MFR), which is the amount of material that passes through a standard die hole for ten minutes. Polymers with higher molecular weight have lower MFR and higher viscosity (under a given temperature). Commercial polypropylene has a wide range of MFR from 0.25 to 1200. MFR is a very important parameter for both melt-blown and spunbond processing. Polypropylene melts exhibit non-Newtonian viscosity, normal stress in shear flow, excessive entrance and exit pressure drop, die swell, melt fracture and draw resonance. Polypropylene melts are more viscoelastic than polyethylene terephthalate (PET) and nylon melts. The flow pattern and stability of polypropylene melts are highly dependent on the shear rate. Above the critical shear rate, melt fracture may occur.
Processability of polypropylene fiber is also influenced by the die geometry. The length to diameter ratio has to be optimized to reduce instability and the effects of polypropylene's high viscosity. Both melt fracture and draw resonance represent instabilities in flow. Draw resonance is a periodic variation in diameter of a spinning threadline above a critical draw-down ratio. Slowing down the drawing operation or a suitable cooling procedure may prevent this.
In addition, processability of polypropylene fiber can also be affected by other factors such as finishing. Finish oil is a mixture of several chemicals that function as anti-static agent and lubricator to protect the filament. The results of the effects of finishing on this area are not readily available.
Since unmodified polypropylene is not dyeable, pigmentation has become the preferred way of coloration in textile and textile-related applications. Generally, the fastness properties of pigmented fibers are superior to those of dyed fibers. Pigmented polypropylene fibers have become established for contract carpets, indoor/outdoor carpeting, synthetic turf, and other applications, in part because of their superior fastness properties. Light stabilizers have helped to open new markets for products intended for use outdoors, and improved heat stabilizers have boosted extrusion efficiency and allowed use of more recycled material.
Characteristics of Olefin Fibers
* Good bulk and cover, very lightweight (olefin fibers have the lowest specific gravity of all fibers).
* High strength (wet or dry).
* Resistant to deterioration from chemicals, mildew, insects, perspiration, rot and weather.
* Abrasion resistant.
* Low moisture absorption.
* Stain and soil resistant.
* Lowest static component of any man-made fiber.
* Sunlight resistant.
* Good washability, quick drying, unique wicking.
* Resilient, moldable, very comfortable.
* Thermally bondable.
Properties of Polypropylene Fibers
Fiber Structure
Polypropylene fibers are composed of crystalline and non-crystalline regions. The spherulites developed from a nucleus can range in size from fractions of a micrometer to centimeters in diameter. The a-axis of the crystal unit cell is aligned radially and the chain axis is homogeneously distributed in planes perpendicular to this radial direction. Each crystal is surrounded by non-crystalline material. Fiber spinning and drawing may cause the orientation of both crystalline and amorphous regions. If the extension is less than 0.5%, the spherulite deformation is elastic and no disruption of the structure occurs, otherwise spherulites are highly oriented in the direction of the force and finally are converted to microfibrils. These highly anisotropic microfibrillar structures lead to anisotropic fiber properties.
Crystallinity of Polypropylene Fiber
The degree of crystallinity of polypropylene fiber is generally between 50-65%, depending on processing conditions. Crystallization occurs between glass transition temperature (Tg) and the equilibrium melting point (Tm). The crystallization rate of polypropylene is fast at low temperature. It is reported that the crystallization rate decreases with increasing crystallization temperatures and also decreases with the increase of molecular weight as shown in the figure below. A paracrystalline structure with only 45% crystallinity resulting from immediate quenching after extrusion was observed. A significantly higher crystallinity of 62% was achieved when quenching further downstream of the die.

Although the drawing orients the crystallites, it also might decrease the crystallinity as shown in the figure below, which is different from that of PET and polyacrylonitrile (PAN) fibers.

The crystalline structure of polypropylene has different forms, subject to its respective drawing condition, as shown in the figure below. For example, the "alpha-form" is thermodynamically more stable and accordingly requires greater drawing force than the other two.

Heat setting removes the residual strains and produces a defect-free and stable crystalline structure to make fiber/fabrics dimensionally stable. It also improves the percentage of overall crystallinity. The smectic structure changes to a more perfect monoclinic structure. During the process of heat setting if the temperature is above 70°C. At 145°C the conversion is almost complete. In comparison to the predominantly smectic form, the monoclinic form does not experience any major change in crystalline structure during the course of drawing and heat setting.
Mechanical Properties
The general physical properties of polypropylene fibers are shown in the table below. Polypropylene fibers are produced in a variety of types with different tenacities designed to suit varying market requirements. Fibers for general textile uses have tenacities in the range of 4.5-6.0 g/den. High tenacity yarns up to 9.0 g/den are produced for the use in ropes, nets and other similar applications. High performance polypropylene fibers have been made with high strength and high modulus. The techniques include ultra-drawing, solid-state extrusion and crystal surface growth. The filaments with tenacities over 13.0 g/den can be made.

The degree of orientation achieved by drawing influences the mechanical properties of polypropylene filaments. The greater the degree of stretch, the higher the tensile strength and the lower the elongation as shown in the figure below. Commercial polypropylene monofilaments have an elongation-at-break in the range of 12-25%. Multifilaments and staple fibers are in the range of 20-30% and 20-35%, respectively.

Thermal Properties
Polypropylene fibers have a softening point in the region of 150°C and a melting point at 160-170°C. At temperatures of -70°C or lower, polypropylene fibers retain their excellent flexibility. At higher temperature (but below 120°C) polypropylene fibers nearly retain their normal mechanical properties. Polypropylene fibers have the lowest thermal conductivity of all commercial fibers. In this respect, it is the warmest fiber of all. The thermal conductivity of common textile fibers is shown in the Table below.
Dyeability
The dyeability of fibers is controlled by both chemical and physical properties. Fibers that have polar functional groups in their molecular repeat units can more easily be dyed. These polar groups may serve as active sites for combination with dye molecules by chemical bonds. Since polypropylene molecular chains have no polar functional groups, the dye molecules cannot be chemically attracted to the fibers. The dye molecules cannot even be strongly adsorbed by the fiber surfaces because of their hydrophobic properties. Therefore, these adsorbed molecules, which interact with the fiber surface by weak van der Waal's forces, are easily washed away. In addition, polypropylene fiber has relatively high crystallinity (50-65%), which partially attributes to its very low dye ability.
Fiber modifications have been investigated to make polypropylene dyeable, this includes copolymerisation to provide dyesites along the macromolecular chain and blend with dyeable polymers. Baumann has reviewed the attempts by several researchers to improve polypropylene dyeability. The method of grafting chloromethylstyrene has been introduced. In addition, the method of blending a polyethyleneimine compound with polypropylene was described briefly. Bromination of polypropylene fibers was reported to give polypropylene fibers an affinity for basic dyes. These methods have, however, generally led to the significant decrease of the desirable physical properties of polypropylene fibers.
In recent years, surface modification of hydrophobic fibers by plasma treatment has opened up new possibilities in this field. Functional groups can be introduced onto the surface of polypropylene fibers by special gas plasma treatment or plasma polymerization. The polar layer on the fiber surface improves the wettability and the affinity of the fiber surface for water and water-soluble dye molecules. After reaction with the functional groups, which are introduced by plasma treatment, dye molecules are fixed onto the fiber surface. Because plasmas do not interact with the inner part of the fiber, this technique may not greatly influence the mechanical properties of the treated fiber. Great progress in improving dyeability of polypropylene non-woven webs had been made by the Textiles and Non-wovens development Center (TANDEC), University of Tennessee at Knoxville.
Other Properties of Polypropylene
In general, polypropylene fiber has excellent chemical resistance to acids and alkalis, high abrasion resistance and resistance to insects and pests. Polypropylene fiber is also easy to process and inexpensive compared to other synthetic fibers. Its low moisture absorption helps aid the quick transport of moisture.
Disadvantages of Polypropylene Fibers
The main drawbacks of polypropylene fibers are listed below:
* Low melting temperature which prevents it from being ironed like cotton, wool, nylon etc.
* Hard to be dyed after manufacturing, except after substantial treatment and modification.
* High crystallinity and poor thermal conductivity leads to limited texturizability. [Drawn polypropylene requires a contact time of 2 seconds in the heater compared to PET, which requires only 0.4 seconds].
* Poor UV and thermal stability which requires addition of expensive UV stabilisers and antioxidants to overcome this problem.
* Poor resilience compared to PET and Nylon.
* Creeping due to its low Tg (-15 to -20°C).
* Poor adhesion to glues and latex.
* Flammable which melts and burns like wax.
Note: Polypropylene fiber has many useful textile properties; however, one key disadvantage is that it is flammable. Topical flame resistant treatments have serious deficiencies, such as high add-on and limited durability. Dr. David Buszard introduced Reoflam FG-372, a new phosphorus-bromine based melt-processable flame retardant, stable at processing temperatures up to 230°C. It acts as a plasticier during fiber spinning, because of a similar melting temperature. An add-on level of 3% to 8% is required to meet the majority of textile flammability requirements. Polypropylene fibers containing Reoflam FG-372 are already being used in automative carpeting, where good light stability is also of importance.
Applications
Because of its superior performance characteristics and comparatively low-cost, polypropylene fiber finds extensive use in the non-wovens industry. Polypropylene is a very important fiber in non-woven processing and dominates in many nonwoven markets. The main application areas include: non-woven fabrics (refer to table below), particularly absorbent product coverstock markets, home furnishings and automotive markets.

Carpet and Upholstery
Since polypropylene became a commercially available fiber more than 40 years ago, it has historically been a fiber for carpet and upholstery. About 90% of all carpet backing and more than 25% of all carpet face fiber is polypropylene. In 1997 almost 3.8 billion pounds - approximately 39% of all fibers shipped by domestic manufacturers - were delivered to U.S.A. and Canadian carpet mills. Roughly 1.6 billion pounds of these shipments, 42%, were polypropylene filament and staple, representing more than 61% of all polypropylene shipments. Table below details the growth of polypropylene filament staple distribution since 1993. In 1998, 44% polypropylene filament shipments were used as carpet-face fibers, with slightly more than half this amount, 514 million pounds or 24% of all filament shipments, were consumed in backing materials.

Polypropylene BCF (bulked continuous filament) yarns now account for almost 1 billion lbs/yr of the face fiber used in carpets and rugs in the U.S. Carpet mills that have back-integrated into fiber production make most of the BCF yarns used in the U.S. carpet industry. In 1998, the relatively low prices for polypropylene resins were a major factor in increased earnings for the major U.S. carpet and rug producers.
Absorbent Products (Diapers)
Absorbent products are very important in the nonwovens business. Of the absorbent product applications, the baby diaper area is the largest volume user, however, applications in adult incontinence currently show the highest growth in recent years.
The major structural components of current diapers are:
* Top sheet (overstock).
* Acquisition and/or transport or distribution layer.
* Absorbent core.
* Backsheet.
Secondary component materials are:
* Barrier leg cuffs.
* Elastomeric materials.
* Hot melt glues.
Current non-woven materials used in topsheet applications include spunbonded polypropylene (usually produced on a multibeam system), SMS (spunbond/melt blown/spunbond) polypropylene composites and carded polypropylene thermal bonds. In some applications, thermally bonded bicomponent structures are being used.
Polypropylene spunbonded webs, treated to render them hydrophilic (or partially treated to make them hydrophilic in zones) have proved popular materials for coverstock applications, but they have not always been rated as soft as other materials, i.e., staple fiber-based thermally bonded polypropylene.
However, recent developments in polymer technology with the availability of metallocene polypropylene would appear to provide a route to improve the resultant web softness. Alternative web-forming technologies, (such as those of Ason Engineering, Ft. Lauderdale, FL and Kobe, Tokyo, Japan) with the capability to produce bicomponent and microdenier webs, can now provide materials with better web formation, better softness and improved strength, allowing a reduction in web weight and consequently the possibility of a reduction in cost.
In summary:
Polypropylene is not only cheaper but also more versatile than most olefin fibers. It is the lightest of all commercial fibers, with excellent resistance to chemicals, micro-organisms, abrasion and light. Its low melting point (165oC) means it cannot be ironed safely. Its lack of affinity for moisture makes it suitable for use in the fishing and similar industries.
Ropes made from polypropylene will float on water (specific gravity is 0.91g ml-1 whereas water has a specific gravity of 1 g ml-1). It may be less easily lost at sea than the traditional - if cheaper - manila fishing ropes.
Another fiber gradually being replaced by polypropylene is jute, particularly as sacking and backing material for carpets. To lower costs of manufacture, films of the polymer are extruded, split into strips and then fibrillated and twisted into yarn.
Indoor/outdoor carpets are successfully produced by the non-woven method of needling a web of polypropylene filaments, and then shrinking and welding the fibers together in an oven. Most artificial turf is also made with polypropylene tape yarns as the pile, to give a resilient abrasion- and weather-resistant product.
References:
[1] A Fritz and J. Cant, Consumer Textiles, Oxford University Press, Melbourne (1986).
[2] https://web.utk.edu/~mse/Textiles/Olefin%20fibers.htm
No comments:
Post a Comment