
Preamble
This is the forty-first post in the "Art Resource" series, specifically aimed to construct an appropriate knowledge base in order to develop an artistic voice in ArtCloth.
Other posts in this series are:
Glossary of Cultural and Architectural Terms
Units Used in Dyeing and Printing of Fabrics
Occupational, Health & Safety
A Brief History of Color
The Nature of Color
Psychology of Color
Color Schemes
The Naming of Colors
The Munsell Color Classification System
Methuen Color Index and Classification System
The CIE System
Pantone - A Modern Color Classification System
Optical Properties of Fiber Materials
General Properties of Fiber Polymers and Fibers - Part I
General Properties of Fiber Polymers and Fibers - Part II
General Properties of Fiber Polymers and Fibers - Part III
General Properties of Fiber Polymers and Fibers - Part IV
General Properties of Fiber Polymers and Fibers - Part V
Protein Fibers - Wool
Protein Fibers - Speciality Hair Fibers
Protein Fibers - Silk
Protein Fibers - Wool versus Silk
Timelines of Fabrics, Dyes and Other Stuff
Cellulosic Fibers (Natural) - Cotton
Cellulosic Fibers (Natural) - Linen
Other Natural Cellulosic Fibers
General Overview of Man-Made Fibers
Man-Made Cellulosic Fibers - Viscose
Man-Made Cellulosic Fibers - Esters
Man-Made Synthetic Fibers - Nylon
Man-Made Synthetic Fibers - Polyester
Man-Made Synthetic Fibers - Acrylic and Modacrylic
Man-Made Synthetic Fibers - Olefins
Man-Made Synthetic Fibers - Elastomers
Man-Made Synthetic Fibers - Mineral Fibers
Man Made Fibers - Other Textile Fibers
Fiber Blends
From Fiber to Yarn: Overview - Part I
From Fiber to Yarn: Overview - Part II
Melt-Spun Fibers
Characteristics of Filament Yarn
Yarn Classification
Direct Spun Yarns
Textured Filament Yarns
Fabric Construction - Felt
Fabric Construction - Nonwoven fabrics
A Fashion Data Base
Fabric Construction - Leather
Fabric Construction - Films
Glossary of Colors, Dyes, Inks, Pigments and Resins
Fabric Construction – Foams and Poromeric Material
Knitting
Hosiery
Glossary of Fabrics, Fibers, Finishes, Garments and Yarns
Weaving and the Loom
Similarities and Differences in Woven Fabrics
The Three Basic Weaves - Plain Weave (Part I)
The Three Basic Weaves - Plain Weave (Part II)
The Three Basic Weaves - Twill Weave
The Three Basic Weaves - Satin Weave
Figured Weaves - Leno Weave
Figured Weaves – Piqué Weave
Figured Fabrics
Glossary of Art, Artists, Art Motifs and Art Movements
Crêpe Fabrics
Crêpe Effect Fabrics
Pile Fabrics - General
Woven Pile Fabrics
Chenille Yarn and Tufted Pile Fabrics
Knit-Pile Fabrics
Flocked Pile Fabrics and Other Pile Construction Processes
Glossary of Paper, Photography, Printing, Prints and Publication Terms
Napped Fabrics – Part I
Napped Fabrics – Part II
Double Cloth
Multicomponent Fabrics
Knit-Sew or Stitch Through Fabrics
Finishes - Overview
Finishes - Initial Fabric Cleaning
Mechanical Finishes - Part I
Mechanical Finishes - Part II
Additive Finishes
Chemical Finishes - Bleaching
Glossary of Scientific Terms
Chemical Finishes - Acid Finishes
Finishes: Mercerization
Finishes: Waterproof and Water-Repellent Fabrics
Finishes: Flame-Proofed Fabrics
Finishes to Prevent Attack by Insects and Micro-Organisms
Other Finishes
Shrinkage - Part I
Shrinkage - Part II
Progressive Shrinkage and Methods of Control
Durable Press and Wash-and-Wear Finishes - Part I
Durable Press and Wash-and-Wear Finishes - Part II
Durable Press and Wash-and-Wear Finishes - Part III
Durable Press and Wash-and-Wear Finishes - Part IV
Durable Press and Wash-and-Wear Finishes - Part V
The General Theory of Dyeing – Part I
The General Theory Of Dyeing - Part II
Natural Dyes
Natural Dyes - Indigo
Mordant Dyes
Premetallized Dyes
Azoic Dyes
Basic Dyes
Acid Dyes
Disperse Dyes
Direct Dyes
Reactive Dyes
Sulfur Dyes
Blends – Fibers and Direct Dyeing
The General Theory of Printing
There are currently eight data bases on this blogspot, namely, the Glossary of Cultural and Architectural Terms, Timelines of Fabrics, Dyes and Other Stuff, A Fashion Data Base, the Glossary of Colors, Dyes, Inks, Pigments and Resins, the Glossary of Fabrics, Fibers, Finishes, Garments and Yarns, Glossary of Art, Artists, Art Motifs and Art Movements, Glossary of Paper, Photography, Printing, Prints and Publication Terms and the Glossary of Scientific Terms, which has been updated to Version 3.5. All data bases will be updated from time-to-time in the future.
If you find any post on this blog site useful, you can save it or copy and paste it into your own "Word" document etc. for your future reference. For example, Safari allows you to save a post (e.g. click on "File", click on "Print" and release, click on "PDF" and then click on "Save As" and release - and a PDF should appear where you have stored it). Safari also allows you to mail a post to a friend (click on "File", and then point cursor to "Mail Contents On This Page" and release). Either way, this or other posts on this site may be a useful Art Resource for you.
The Art Resource series will be the first post in each calendar month. Remember - these Art Resource posts span information that will be useful for a home hobbyist to that required by a final year University Fine-Art student and so undoubtedly, some parts of any Art Resource post may appear far too technical for your needs (skip over those mind boggling parts) and in other parts, it may be too simplistic with respect to your level of knowledge (ditto the skip). The trade-off between these two extremes will mean that Art Resource posts will hopefully be useful in parts to most, but unfortunately may not be satisfying to all!
Characteristics of Filament Yarn [1]
Chemical spinning produces filament fiber, filament yarn and filament tow. (Filament tow is made into a staple and processed by mechanical spinning – see previous post). It is a process in which a polymer solution is extruded through a spinneret, solidified in fiber form and the individual filaments are immediately brought together with or without a slight twist to make the yarn, which is then wound onto a bobbin. Thus filament fiber spinning and filament yarn spinning are parts of the same process.
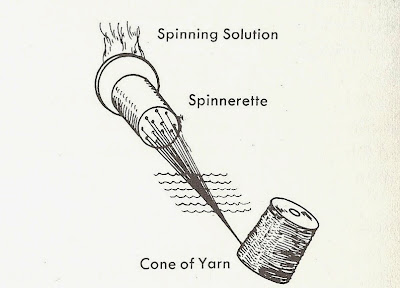 Chemical spinning of a filament yarn.
Chemical spinning of a filament yarn.
Before the twentieth century the only continuous filament yarn was silk, an item of luxury. All utility fabrics were made with yarns containing staple fibers. Man-made continuous filament yarns made silk-like fabrics available for the mass market. Continuous filament yarns are classified into two groups: regular filament yarns (today’s post) and textured filament yarns (a future post).
 Continuous filament fibers of PrimaLoft Synergy multi-denier insulation.
Continuous filament fibers of PrimaLoft Synergy multi-denier insulation.
Image courtesy of PrimaLoft.
Regular Filament Yarns
When a new fiber is being developed, filament yarn production usually proceeds production of tow for staple. Filament yarns are more expensive in price per pound; however, the cost of making tow into staple and then spinning it into yarn by the mechanical spinning process usually makes the final cost approximately the same. The number of holes in the spinneret determines the number of filaments in the yarn.
 Polyester tow waste.
Polyester tow waste.
The filament yarn is a finished product unless additional twisting or finishing is required in which case the yarn is sent to a throwing mill.
Throwing is a term that originally meant twisting and/or plying (doubling) of the filament. It now includes finishing and texturizing. The throwing process provides the weaver or knitter with the type of yarn needed for a particular fabric to be made – crepe or voile, for example. Throwsters work in two ways: they buy the raw yarn, process it and sell the processed yarn; or they work on a commission basis in which the customer buys the raw yarn, and sends it to the throwster who processes to order, and returns it to the customer, charging for their services. The latter scheme is beneficial for the customer, since they can meet the seasonal demand and fashion changes without investing in specialized equipment.
 Banana silk throwster – multi-colored.
Banana silk throwster – multi-colored.
Characteristics of Filament Yarns
Regular filament yarns are smooth and silk-like as they come from the spinneret. Their smooth nature gives them more luster than spun yarns, but the luster varies with the amount of delustering agent used in the spinning solution and the amount of twist in the yarn. Maximum luster is obtained by use of bright filaments, which are laid together with little or no twist. Crepe yarns, of very high twist, were developed as a means of reducing the luster of filaments. Filament yarns are generally used with either high twist or low twist.
 High twist polyester yarn.
High twist polyester yarn.
 Low twist singles yarns and knit samples. These yarns and samples have been washed but not blocked.
Low twist singles yarns and knit samples. These yarns and samples have been washed but not blocked.
Filament yarns have no protruding ends so they do not shed lint; they resist pilling and fabrics made from them shed soil. Filaments of a round cross-section pack well into compact yarns, which give little bulk, loft or cover to a fabric. Compactness is a disadvantage in some end-uses, where bulk and absorbency are necessary for comfort.
The strength of a filament yarn depends on the strength of the individual fibers and on the number of filaments in the yarn. Filament fiber strength is usually greater than that of staple fibers. For example,
(i) polyester filaments – 5 to 8 grams per denier tensile strength.
(ii) polyester staple – 3 to 5.5. grams per denier tensile strength.
Note: Denier is defined as mass in grams per 9000 meter of a filament.
The strength of each filament is fully utilized. In order to break the yarn, the filaments must be broken. Therefore, it is possible to make very sheer fabrics of fine filaments that have good tensile strength. Filament yarns reach their maximum strength at about 3 turns per inch or per 2.5 cm, after which the strength either remains constant or decreases.
Fine filament yarns are soft and supple. However, they are not as resistant to abrasion as coarse filaments; so for durability, it may be desirable to have fewer, but coarser filaments in the yarn. Filament yarns are made with a denier (size) designed for a particular end use. For example,
(i) 15 denier for sheer hosiery.
(ii) 40 to 70 denier for tricot lingerie, blouses and shirts.
(iii) 140 to 520 denier for different types of apparel.
(iv) 520 to 840 denier for upholstery.
(v) 1040 denier for yarn for carpets.
 Hosiery is sheer but not durable, due to its small tensile strength. However, due its low tensile strength, it has a soft handle.
Hosiery is sheer but not durable, due to its small tensile strength. However, due its low tensile strength, it has a soft handle.
A comparison of spun yarns and filament yarns are given in the following table.
 Comparison of spun yarns and filament yarns.
Comparison of spun yarns and filament yarns.
Reference:
[1] N. Hollen and J. Saddler, Textiles, 3rd Edition, MacMillan Company, London (1968).
This is the forty-first post in the "Art Resource" series, specifically aimed to construct an appropriate knowledge base in order to develop an artistic voice in ArtCloth.
Other posts in this series are:
Glossary of Cultural and Architectural Terms
Units Used in Dyeing and Printing of Fabrics
Occupational, Health & Safety
A Brief History of Color
The Nature of Color
Psychology of Color
Color Schemes
The Naming of Colors
The Munsell Color Classification System
Methuen Color Index and Classification System
The CIE System
Pantone - A Modern Color Classification System
Optical Properties of Fiber Materials
General Properties of Fiber Polymers and Fibers - Part I
General Properties of Fiber Polymers and Fibers - Part II
General Properties of Fiber Polymers and Fibers - Part III
General Properties of Fiber Polymers and Fibers - Part IV
General Properties of Fiber Polymers and Fibers - Part V
Protein Fibers - Wool
Protein Fibers - Speciality Hair Fibers
Protein Fibers - Silk
Protein Fibers - Wool versus Silk
Timelines of Fabrics, Dyes and Other Stuff
Cellulosic Fibers (Natural) - Cotton
Cellulosic Fibers (Natural) - Linen
Other Natural Cellulosic Fibers
General Overview of Man-Made Fibers
Man-Made Cellulosic Fibers - Viscose
Man-Made Cellulosic Fibers - Esters
Man-Made Synthetic Fibers - Nylon
Man-Made Synthetic Fibers - Polyester
Man-Made Synthetic Fibers - Acrylic and Modacrylic
Man-Made Synthetic Fibers - Olefins
Man-Made Synthetic Fibers - Elastomers
Man-Made Synthetic Fibers - Mineral Fibers
Man Made Fibers - Other Textile Fibers
Fiber Blends
From Fiber to Yarn: Overview - Part I
From Fiber to Yarn: Overview - Part II
Melt-Spun Fibers
Characteristics of Filament Yarn
Yarn Classification
Direct Spun Yarns
Textured Filament Yarns
Fabric Construction - Felt
Fabric Construction - Nonwoven fabrics
A Fashion Data Base
Fabric Construction - Leather
Fabric Construction - Films
Glossary of Colors, Dyes, Inks, Pigments and Resins
Fabric Construction – Foams and Poromeric Material
Knitting
Hosiery
Glossary of Fabrics, Fibers, Finishes, Garments and Yarns
Weaving and the Loom
Similarities and Differences in Woven Fabrics
The Three Basic Weaves - Plain Weave (Part I)
The Three Basic Weaves - Plain Weave (Part II)
The Three Basic Weaves - Twill Weave
The Three Basic Weaves - Satin Weave
Figured Weaves - Leno Weave
Figured Weaves – Piqué Weave
Figured Fabrics
Glossary of Art, Artists, Art Motifs and Art Movements
Crêpe Fabrics
Crêpe Effect Fabrics
Pile Fabrics - General
Woven Pile Fabrics
Chenille Yarn and Tufted Pile Fabrics
Knit-Pile Fabrics
Flocked Pile Fabrics and Other Pile Construction Processes
Glossary of Paper, Photography, Printing, Prints and Publication Terms
Napped Fabrics – Part I
Napped Fabrics – Part II
Double Cloth
Multicomponent Fabrics
Knit-Sew or Stitch Through Fabrics
Finishes - Overview
Finishes - Initial Fabric Cleaning
Mechanical Finishes - Part I
Mechanical Finishes - Part II
Additive Finishes
Chemical Finishes - Bleaching
Glossary of Scientific Terms
Chemical Finishes - Acid Finishes
Finishes: Mercerization
Finishes: Waterproof and Water-Repellent Fabrics
Finishes: Flame-Proofed Fabrics
Finishes to Prevent Attack by Insects and Micro-Organisms
Other Finishes
Shrinkage - Part I
Shrinkage - Part II
Progressive Shrinkage and Methods of Control
Durable Press and Wash-and-Wear Finishes - Part I
Durable Press and Wash-and-Wear Finishes - Part II
Durable Press and Wash-and-Wear Finishes - Part III
Durable Press and Wash-and-Wear Finishes - Part IV
Durable Press and Wash-and-Wear Finishes - Part V
The General Theory of Dyeing – Part I
The General Theory Of Dyeing - Part II
Natural Dyes
Natural Dyes - Indigo
Mordant Dyes
Premetallized Dyes
Azoic Dyes
Basic Dyes
Acid Dyes
Disperse Dyes
Direct Dyes
Reactive Dyes
Sulfur Dyes
Blends – Fibers and Direct Dyeing
The General Theory of Printing
There are currently eight data bases on this blogspot, namely, the Glossary of Cultural and Architectural Terms, Timelines of Fabrics, Dyes and Other Stuff, A Fashion Data Base, the Glossary of Colors, Dyes, Inks, Pigments and Resins, the Glossary of Fabrics, Fibers, Finishes, Garments and Yarns, Glossary of Art, Artists, Art Motifs and Art Movements, Glossary of Paper, Photography, Printing, Prints and Publication Terms and the Glossary of Scientific Terms, which has been updated to Version 3.5. All data bases will be updated from time-to-time in the future.
If you find any post on this blog site useful, you can save it or copy and paste it into your own "Word" document etc. for your future reference. For example, Safari allows you to save a post (e.g. click on "File", click on "Print" and release, click on "PDF" and then click on "Save As" and release - and a PDF should appear where you have stored it). Safari also allows you to mail a post to a friend (click on "File", and then point cursor to "Mail Contents On This Page" and release). Either way, this or other posts on this site may be a useful Art Resource for you.
The Art Resource series will be the first post in each calendar month. Remember - these Art Resource posts span information that will be useful for a home hobbyist to that required by a final year University Fine-Art student and so undoubtedly, some parts of any Art Resource post may appear far too technical for your needs (skip over those mind boggling parts) and in other parts, it may be too simplistic with respect to your level of knowledge (ditto the skip). The trade-off between these two extremes will mean that Art Resource posts will hopefully be useful in parts to most, but unfortunately may not be satisfying to all!
Characteristics of Filament Yarn [1]
Chemical spinning produces filament fiber, filament yarn and filament tow. (Filament tow is made into a staple and processed by mechanical spinning – see previous post). It is a process in which a polymer solution is extruded through a spinneret, solidified in fiber form and the individual filaments are immediately brought together with or without a slight twist to make the yarn, which is then wound onto a bobbin. Thus filament fiber spinning and filament yarn spinning are parts of the same process.

Before the twentieth century the only continuous filament yarn was silk, an item of luxury. All utility fabrics were made with yarns containing staple fibers. Man-made continuous filament yarns made silk-like fabrics available for the mass market. Continuous filament yarns are classified into two groups: regular filament yarns (today’s post) and textured filament yarns (a future post).

Image courtesy of PrimaLoft.
Regular Filament Yarns
When a new fiber is being developed, filament yarn production usually proceeds production of tow for staple. Filament yarns are more expensive in price per pound; however, the cost of making tow into staple and then spinning it into yarn by the mechanical spinning process usually makes the final cost approximately the same. The number of holes in the spinneret determines the number of filaments in the yarn.

The filament yarn is a finished product unless additional twisting or finishing is required in which case the yarn is sent to a throwing mill.
Throwing is a term that originally meant twisting and/or plying (doubling) of the filament. It now includes finishing and texturizing. The throwing process provides the weaver or knitter with the type of yarn needed for a particular fabric to be made – crepe or voile, for example. Throwsters work in two ways: they buy the raw yarn, process it and sell the processed yarn; or they work on a commission basis in which the customer buys the raw yarn, and sends it to the throwster who processes to order, and returns it to the customer, charging for their services. The latter scheme is beneficial for the customer, since they can meet the seasonal demand and fashion changes without investing in specialized equipment.

Characteristics of Filament Yarns
Regular filament yarns are smooth and silk-like as they come from the spinneret. Their smooth nature gives them more luster than spun yarns, but the luster varies with the amount of delustering agent used in the spinning solution and the amount of twist in the yarn. Maximum luster is obtained by use of bright filaments, which are laid together with little or no twist. Crepe yarns, of very high twist, were developed as a means of reducing the luster of filaments. Filament yarns are generally used with either high twist or low twist.


Filament yarns have no protruding ends so they do not shed lint; they resist pilling and fabrics made from them shed soil. Filaments of a round cross-section pack well into compact yarns, which give little bulk, loft or cover to a fabric. Compactness is a disadvantage in some end-uses, where bulk and absorbency are necessary for comfort.
The strength of a filament yarn depends on the strength of the individual fibers and on the number of filaments in the yarn. Filament fiber strength is usually greater than that of staple fibers. For example,
(i) polyester filaments – 5 to 8 grams per denier tensile strength.
(ii) polyester staple – 3 to 5.5. grams per denier tensile strength.
Note: Denier is defined as mass in grams per 9000 meter of a filament.
The strength of each filament is fully utilized. In order to break the yarn, the filaments must be broken. Therefore, it is possible to make very sheer fabrics of fine filaments that have good tensile strength. Filament yarns reach their maximum strength at about 3 turns per inch or per 2.5 cm, after which the strength either remains constant or decreases.
Fine filament yarns are soft and supple. However, they are not as resistant to abrasion as coarse filaments; so for durability, it may be desirable to have fewer, but coarser filaments in the yarn. Filament yarns are made with a denier (size) designed for a particular end use. For example,
(i) 15 denier for sheer hosiery.
(ii) 40 to 70 denier for tricot lingerie, blouses and shirts.
(iii) 140 to 520 denier for different types of apparel.
(iv) 520 to 840 denier for upholstery.
(v) 1040 denier for yarn for carpets.

A comparison of spun yarns and filament yarns are given in the following table.

Reference:
[1] N. Hollen and J. Saddler, Textiles, 3rd Edition, MacMillan Company, London (1968).
No comments:
Post a Comment