
Preamble
This is the forty-second post in the "Art Resource" series, specifically aimed to construct an appropriate knowledge base in order to develop an artistic voice in ArtCloth.
Other posts in this series are:
Glossary of Cultural and Architectural Terms
Units Used in Dyeing and Printing of Fabrics
Occupational, Health & Safety
A Brief History of Color
The Nature of Color
Psychology of Color
Color Schemes
The Naming of Colors
The Munsell Color Classification System
Methuen Color Index and Classification System
The CIE System
Pantone - A Modern Color Classification System
Optical Properties of Fiber Materials
General Properties of Fiber Polymers and Fibers - Part I
General Properties of Fiber Polymers and Fibers - Part II
General Properties of Fiber Polymers and Fibers - Part III
General Properties of Fiber Polymers and Fibers - Part IV
General Properties of Fiber Polymers and Fibers - Part V
Protein Fibers - Wool
Protein Fibers - Speciality Hair Fibers
Protein Fibers - Silk
Protein Fibers - Wool versus Silk
Timelines of Fabrics, Dyes and Other Stuff
Cellulosic Fibers (Natural) - Cotton
Cellulosic Fibers (Natural) - Linen
Other Natural Cellulosic Fibers
General Overview of Man-Made Fibers
Man-Made Cellulosic Fibers - Viscose
Man-Made Cellulosic Fibers - Esters
Man-Made Synthetic Fibers - Nylon
Man-Made Synthetic Fibers - Polyester
Man-Made Synthetic Fibers - Acrylic and Modacrylic
Man-Made Synthetic Fibers - Olefins
Man-Made Synthetic Fibers - Elastomers
Man-Made Synthetic Fibers - Mineral Fibers
Man Made Fibers - Other Textile Fibers
Fiber Blends
From Fiber to Yarn: Overview - Part I
From Fiber to Yarn: Overview - Part II
Melt-Spun Fibers
Characteristics of Filament Yarn
Yarn Classification
Direct Spun Yarns
Textured Filament Yarns
Fabric Construction - Felt
Fabric Construction - Nonwoven fabrics
A Fashion Data Base
Fabric Construction - Leather
Fabric Construction - Films
Glossary of Colors, Dyes, Inks, Pigments and Resins
Fabric Construction – Foams and Poromeric Material
Knitting
Hosiery
Glossary of Fabrics, Fibers, Finishes, Garments and Yarns
Weaving and the Loom
Similarities and Differences in Woven Fabrics
The Three Basic Weaves - Plain Weave (Part I)
The Three Basic Weaves - Plain Weave (Part II)
The Three Basic Weaves - Twill Weave
The Three Basic Weaves - Satin Weave
Figured Weaves - Leno Weave
Figured Weaves – Piqué Weave
Figured Fabrics
Glossary of Art, Artists, Art Motifs and Art Movements
Crêpe Fabrics
Crêpe Effect Fabrics
Pile Fabrics - General
Woven Pile Fabrics
Chenille Yarn and Tufted Pile Fabrics
Knit-Pile Fabrics
Flocked Pile Fabrics and Other Pile Construction Processes
Glossary of Paper, Photography, Printing, Prints and Publication Terms
Napped Fabrics – Part I
Napped Fabrics – Part II
Double Cloth
Multicomponent Fabrics
Knit-Sew or Stitch Through Fabrics
Finishes - Overview
Finishes - Initial Fabric Cleaning
Mechanical Finishes - Part I
Mechanical Finishes - Part II
Additive Finishes
Chemical Finishes - Bleaching
Glossary of Scientific Terms
Chemical Finishes - Acid Finishes
Finishes: Mercerization
Finishes: Waterproof and Water-Repellent Fabrics
Finishes: Flame-Proofed Fabrics
Finishes to Prevent Attack by Insects and Micro-Organisms
Other Finishes
Shrinkage - Part I
Shrinkage - Part II
Progressive Shrinkage and Methods of Control
Durable Press and Wash-and-Wear Finishes - Part I
Durable Press and Wash-and-Wear Finishes - Part II
Durable Press and Wash-and-Wear Finishes - Part III
Durable Press and Wash-and-Wear Finishes - Part IV
Durable Press and Wash-and-Wear Finishes - Part V
The General Theory of Dyeing – Part I
The General Theory Of Dyeing - Part II
Natural Dyes
Natural Dyes - Indigo
Mordant Dyes
Premetallized Dyes
Azoic Dyes
Basic Dyes
Acid Dyes
Disperse Dyes
Direct Dyes
Reactive Dyes
Sulfur Dyes
Blends – Fibers and Direct Dyeing
The General Theory of Printing
There are currently eight data bases on this blogspot, namely, the Glossary of Cultural and Architectural Terms, Timelines of Fabrics, Dyes and Other Stuff, A Fashion Data Base, the Glossary of Colors, Dyes, Inks, Pigments and Resins, the Glossary of Fabrics, Fibers, Finishes, Garments and Yarns, Glossary of Art, Artists, Art Motifs and Art Movements, Glossary of Paper, Photography, Printing, Prints and Publication Terms and the Glossary of Scientific Terms, which has been updated to Version 3.5. All data bases will be updated from time-to-time in the future.
If you find any post on this blog site useful, you can save it or copy and paste it into your own "Word" document etc. for your future reference. For example, Safari allows you to save a post (e.g. click on "File", click on "Print" and release, click on "PDF" and then click on "Save As" and release - and a PDF should appear where you have stored it). Safari also allows you to mail a post to a friend (click on "File", and then point cursor to "Mail Contents On This Page" and release). Either way, this or other posts on this site may be a useful Art Resource for you.
The Art Resource series will be the first post in each calendar month. Remember - these Art Resource posts span information that will be useful for a home hobbyist to that required by a final year University Fine-Art student and so undoubtedly, some parts of any Art Resource post may appear far too technical for your needs (skip over those mind boggling parts) and in other parts, it may be too simplistic with respect to your level of knowledge (ditto the skip). The trade-off between these two extremes will mean that Art Resource posts will hopefully be useful in parts to most, but unfortunately may not be satisfying to all!
Yarn Clasdsification [1]
Yarns are classified by size, twist, number of parts and by appearance. We shall deal with each classification in today’s post.
Classification by Size
The size, number or count of spun yarns and of filament yarns is determined by different systems.
Spun yarn is expressed in terms of length per unit weight. It differs according to the fiber. In the cotton system, for instance, the count is based on the number of hanks (a hank is 840 yards) in one pound of yarn. Weaving yarns and sewing threads are also numbered by this system. The cotton system is an indirect system since the finer the yarn the larger the number.
 Cotton system.
Cotton system.
Courtesy: Reference [1].
Below are some examples that illustrate how the size of the weaving yarn actually affect the weight of the fabric.
 Fabric weight versus yarn size.
Fabric weight versus yarn size.
Courtesy: Reference[1].
Filament yarn size is dependent partly on the size of the holes in the spinneret and partly on the rate at which the solution is pumped through the spinneret and the rate at which it is withdrawn. The size of the filament yarns and fibers is expressed in terms of weight per unit length – denier (pronounced den-yer). In this system the unit of length remains a constant. The numbering system is direct because the finer the yarn the smaller the number.
 Filament yarn size.
Filament yarn size.
Courtesy: Reference [1].
Classification by Twist
Twist is defined as the spiral arrangement of fibers around the central axis of the yarn. Twist is produced by revolving one end of the fiber strand, while the other end is held stationary. Twist binds the fiber together and gives the yarn its strength.
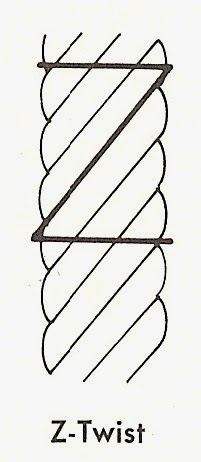
The direction of the twist is described as S-twist and Z-twist. These terms have largely replaced the terms “regular”, “reverse”, “right” and “left”, which were confusing since the latter we used with opposite meaning by various segments of the textile industry.
A yarn has S-twist if when held in a vertical position, the spiral conforms to the direction of slope of the central proportion of the letter “S”.
 Courtesy: Reference [1].
Courtesy: Reference [1].
A yarn has “Z-twist” if the direction of the spiral conforms to the slope of the central portion of the letter “Z”.
 Courtesy: Reference [1].
Courtesy: Reference [1].
The amount of twist varies with the length of fibers, the size of the yarn, and the end-use of the yarn. Increasing the amount of twist up to a certain point will increase the strength of the yarn. Too much twist places the fibers at right angles to the axis of the yarn and causes a shearing action between fibers and so the yarn will lose strength.
 Courtesy: Reference [1].
Courtesy: Reference [1].
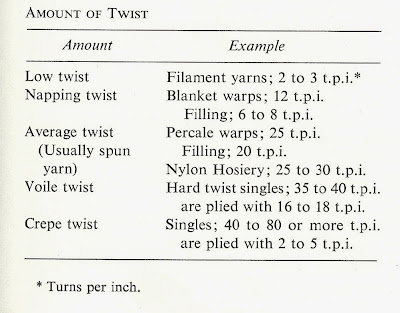
Yarns with long fibers do not require as much twist as yarns with short fibers, since they establish more points of contact per fiber and so yield a stronger yarn for the same amount of twist. Fine yarns require more twist than coarse yarns. Knitting yarns have less twist than filling yarns used in weaving. It is important for knitting yarns to be very uniform in order to prevent the formation of thick and thin regions in the fabric. The table below yields some examples of different amounts of twist for various examples.
 Different twists for various examples.
Different twists for various examples.
Courtesy: Reference [1].
Low twisted yarns are used in filling yarns of fabrics that are to be napped. The low twist permits the napping machine to tease out the ends of the staple fibers and to create a soft fuzzy surface.
Average twist is most frequently used for yarns made of staple fibers and seldom used for filament yarns. The amount of twist that gives warp yarns maximum strength is referred to as standard warp twist. Warp yarns need more twist than filling yarns because warp yarns are under high tension on the loom and they must resist wear caused by the abrasion of the shuttle moving back and forth. The lower the twist of the filling yarns makes them softer and less apt to kink.
High, hard twist (voile twist) yarns have 30 to 40 turns per inch. The hardness of the yarn results when twist brings the fibers closer together and makes the yarn more compact. This effect is more pronounced when a twist-on-twist ply yarn is used. Twist-on-twist means that the direction of twist in the singles is the same as the direction of plying twist (see figure below). This results in a build-up of the total amount of twist in the yarn.
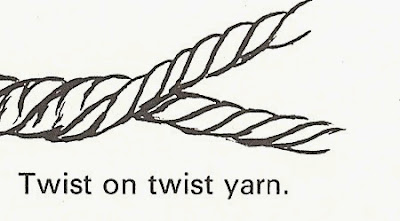 Twist-on-twist yarn.
Twist-on-twist yarn.
Courtesy: Reference [1].
Crepe yarns are made of either staple or filament fiber. They are made with a high number of turns per inch (40 to 80) inserted in the yarn. This makes the yarn so lively and kinky that it must be twist-set before it can be woven or knitted. Twist-setting is a finishing process in which the yarns are moistened and then dried in a straightened condition. After weaving, the cloth is moistened and the yarns become lively and kinky once more and thus produce the crinkled characteristic of true crepe fabrics. All of the common natural fibers and rayon can be used in crepe twist yarns because they can be twist-set in water. The thermoplastic fibers are not used in high-twist crepe yarns because they are not affected by water; and if the twist is set by heat, the liveliness of the twist is deadened. Increasing the amount of crepe yarn twist and alternating the direction of twist will increase the amount of crinkle in a crepe fabric. For example, 6S and 6Z will give a more prominent crinkle than 2S and 2Z.
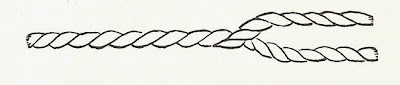
To identify crepe yarns, ravel adjacent sides to obtain a fringe on each of the two edges. Test the yarns that are removed by pulling on the yarn and then letting one end go. The yarn will “kink up” as shown below.
 Courtesy: Reference [1].
Courtesy: Reference [1].
Do not confuse this kink with the yarn crimp. Examine the fringe of the fabric. If yarns other than crepe yarns are used in the fabric, they will probably be of very low twist. The majority of crepe fabrics have crepe yarns in the crosswise direction, although some are in the lengthwise direction and some have crepe yarns in both directions.
Classification by Number of Parts and by Appearance
A simple yarn is alike in all its parts. A novelty yarn has unlike parts; it is irregular at regular intervals.
Simple yarns are classified as single, ply and cord. A single yarn is the product of first twisting operation that is performed by the spinning machine.
 Courtesy: Reference [1].
Courtesy: Reference [1].
A ply yarn is made by a second twisting operation that combines two or more singles. Each part of the yarn is called a ply. The twist is inserted by a machine called the “twister”. Most ply yarns are twisted in the opposite direction to the twist of the singles from which they are made; thus the first few revolutions tend to untwist the singles and straighten the fibers somewhat from their spiral position and the yarn becomes softer. Plying tends to increase the diameter, strength and quality of the yarn.
 Two-ply yarn.
Two-ply yarn.
Courtesy: Reference [1].
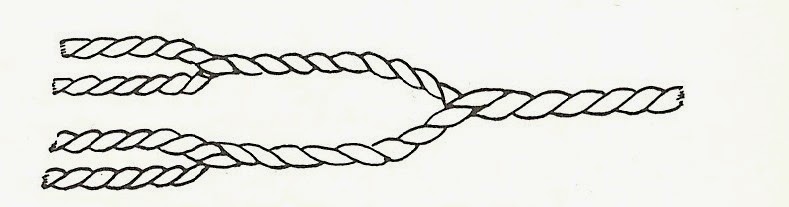
A cord is made by a third twisting operation that twists ply yarns together. Some types of sewing thread and some rope belong to this group.
 A cord yarn.
A cord yarn.
Courtesy: Reference [1].
Novelty yarns have regular cycles of uneven arrangement and may be unlike in all parts. They are made on twisters with special attachments for giving different tensions and rates of delivery to the different plies and thus allow loose, curled, twisted or looped areas in the yarn. Slubs and flakes of color are introduced also into the yarn by special attachments. The durability of the novelty yarn fabrics is dependant on the size of the novelty effect, how well the novelty effect is held in the yarn, and on the firmness of the weave of the fabric. Generally speaking, the smaller the novelty effect the more durable the fabric, since the yarns are less affected by abrasion and do not tend to catch and pull out so readily.
A typical novelty yarn has three basic parts: the ground or foundation, the fancy or effect, and the binder.
 A novelty yarn.
A novelty yarn.
Courtesy: Reference [1].
Ratiné is a typical novelty yarn. The effect ply is twisted in a somewhat spiral arrangement around the ground ply; but at intervals a longer loop is thrown out, kinks back on itself, and is held in place by a binder.
The spiral or corkscrew yarn is made by twisting together two plies that differ in size or in twist. These two parts may be delivered to the twister at different rates of speed.
The knot, spot, nub, knop yarn is made by twisting the effect of ply many times in the same place. Two effect plies of different colors may be used and the knots arranged so the colored spots are alternated along the length of the yarn. A binder is added during the twisting operation.
In the spike or snarl, the effect ply form alternating unclosed loops along both sides of the yarn.
The loop, curl or bouclé yarn has closed loops at regular intervals along the yarn. These yarns are used in woven or knit fabrics to create a looped-pile that resembles caracul lambskin and is called astrakhan cloth. They are used to give textured effects to other coatings and dress fabrics.
Slub effects are achieved in two ways. True slubs are made by varying the tightness of the twist at regular intervals. Intermittently spun flake or slub effects are made by incorporating soft, thick, elongated tufts of fiber into the yarn at regular intervals. A core or binder is needed in the latter case.
 The fancy or effect ply in several kinds of novelty yarns.
The fancy or effect ply in several kinds of novelty yarns.
Courtesy: Reference [1].
Metallic yarns have been used for thousands of years. The older yarns were made of pure metal (lamé) and were heavy, brittle, expensive and had the disadvantage of tarnishing (i.e., oxidation products of the surface).
More recently metallic yarns are made by laminating a layer of aluminium foil between two layers of plastic film. This laminate is then cut into strips that range from 1/120 to 1/8 th of an inch. The sheets of film may be colorless, giving the yarn the natural aluminium color or the film or adhesive may be colored before the laminating process. The colors of gold, silver, copper and pastel or porcelain are easily obtained.
 Laminating metal yarn.
Laminating metal yarn.
Courtesy: Reference [1].
The first plastic film was acetate. Polyester film was produced in 1954 and was stronger, more flexible and washable. Aluminium, vaporized under high pressure was deposited on polyester film. A very small amount of metal was required and the metallized film could be laminated between two layers of clear film or it could be used with only one other layer of film. Fabric containing a large amount of metal can be embossed. Ironing can be a problem when metallic film yarns are used with cotton, since a temperature high enough to take wrinkles out of the cotton will melt the plastic. The best way of removing wrinkles is to tip the iron on its side and draw the edge of the sole of the iron across the fabric.
Reference:
[1] N. Hollen and J. Saddler, Textiles, 3rd Edition, MacMillan Company, London (1968).
This is the forty-second post in the "Art Resource" series, specifically aimed to construct an appropriate knowledge base in order to develop an artistic voice in ArtCloth.
Other posts in this series are:
Glossary of Cultural and Architectural Terms
Units Used in Dyeing and Printing of Fabrics
Occupational, Health & Safety
A Brief History of Color
The Nature of Color
Psychology of Color
Color Schemes
The Naming of Colors
The Munsell Color Classification System
Methuen Color Index and Classification System
The CIE System
Pantone - A Modern Color Classification System
Optical Properties of Fiber Materials
General Properties of Fiber Polymers and Fibers - Part I
General Properties of Fiber Polymers and Fibers - Part II
General Properties of Fiber Polymers and Fibers - Part III
General Properties of Fiber Polymers and Fibers - Part IV
General Properties of Fiber Polymers and Fibers - Part V
Protein Fibers - Wool
Protein Fibers - Speciality Hair Fibers
Protein Fibers - Silk
Protein Fibers - Wool versus Silk
Timelines of Fabrics, Dyes and Other Stuff
Cellulosic Fibers (Natural) - Cotton
Cellulosic Fibers (Natural) - Linen
Other Natural Cellulosic Fibers
General Overview of Man-Made Fibers
Man-Made Cellulosic Fibers - Viscose
Man-Made Cellulosic Fibers - Esters
Man-Made Synthetic Fibers - Nylon
Man-Made Synthetic Fibers - Polyester
Man-Made Synthetic Fibers - Acrylic and Modacrylic
Man-Made Synthetic Fibers - Olefins
Man-Made Synthetic Fibers - Elastomers
Man-Made Synthetic Fibers - Mineral Fibers
Man Made Fibers - Other Textile Fibers
Fiber Blends
From Fiber to Yarn: Overview - Part I
From Fiber to Yarn: Overview - Part II
Melt-Spun Fibers
Characteristics of Filament Yarn
Yarn Classification
Direct Spun Yarns
Textured Filament Yarns
Fabric Construction - Felt
Fabric Construction - Nonwoven fabrics
A Fashion Data Base
Fabric Construction - Leather
Fabric Construction - Films
Glossary of Colors, Dyes, Inks, Pigments and Resins
Fabric Construction – Foams and Poromeric Material
Knitting
Hosiery
Glossary of Fabrics, Fibers, Finishes, Garments and Yarns
Weaving and the Loom
Similarities and Differences in Woven Fabrics
The Three Basic Weaves - Plain Weave (Part I)
The Three Basic Weaves - Plain Weave (Part II)
The Three Basic Weaves - Twill Weave
The Three Basic Weaves - Satin Weave
Figured Weaves - Leno Weave
Figured Weaves – Piqué Weave
Figured Fabrics
Glossary of Art, Artists, Art Motifs and Art Movements
Crêpe Fabrics
Crêpe Effect Fabrics
Pile Fabrics - General
Woven Pile Fabrics
Chenille Yarn and Tufted Pile Fabrics
Knit-Pile Fabrics
Flocked Pile Fabrics and Other Pile Construction Processes
Glossary of Paper, Photography, Printing, Prints and Publication Terms
Napped Fabrics – Part I
Napped Fabrics – Part II
Double Cloth
Multicomponent Fabrics
Knit-Sew or Stitch Through Fabrics
Finishes - Overview
Finishes - Initial Fabric Cleaning
Mechanical Finishes - Part I
Mechanical Finishes - Part II
Additive Finishes
Chemical Finishes - Bleaching
Glossary of Scientific Terms
Chemical Finishes - Acid Finishes
Finishes: Mercerization
Finishes: Waterproof and Water-Repellent Fabrics
Finishes: Flame-Proofed Fabrics
Finishes to Prevent Attack by Insects and Micro-Organisms
Other Finishes
Shrinkage - Part I
Shrinkage - Part II
Progressive Shrinkage and Methods of Control
Durable Press and Wash-and-Wear Finishes - Part I
Durable Press and Wash-and-Wear Finishes - Part II
Durable Press and Wash-and-Wear Finishes - Part III
Durable Press and Wash-and-Wear Finishes - Part IV
Durable Press and Wash-and-Wear Finishes - Part V
The General Theory of Dyeing – Part I
The General Theory Of Dyeing - Part II
Natural Dyes
Natural Dyes - Indigo
Mordant Dyes
Premetallized Dyes
Azoic Dyes
Basic Dyes
Acid Dyes
Disperse Dyes
Direct Dyes
Reactive Dyes
Sulfur Dyes
Blends – Fibers and Direct Dyeing
The General Theory of Printing
There are currently eight data bases on this blogspot, namely, the Glossary of Cultural and Architectural Terms, Timelines of Fabrics, Dyes and Other Stuff, A Fashion Data Base, the Glossary of Colors, Dyes, Inks, Pigments and Resins, the Glossary of Fabrics, Fibers, Finishes, Garments and Yarns, Glossary of Art, Artists, Art Motifs and Art Movements, Glossary of Paper, Photography, Printing, Prints and Publication Terms and the Glossary of Scientific Terms, which has been updated to Version 3.5. All data bases will be updated from time-to-time in the future.
If you find any post on this blog site useful, you can save it or copy and paste it into your own "Word" document etc. for your future reference. For example, Safari allows you to save a post (e.g. click on "File", click on "Print" and release, click on "PDF" and then click on "Save As" and release - and a PDF should appear where you have stored it). Safari also allows you to mail a post to a friend (click on "File", and then point cursor to "Mail Contents On This Page" and release). Either way, this or other posts on this site may be a useful Art Resource for you.
The Art Resource series will be the first post in each calendar month. Remember - these Art Resource posts span information that will be useful for a home hobbyist to that required by a final year University Fine-Art student and so undoubtedly, some parts of any Art Resource post may appear far too technical for your needs (skip over those mind boggling parts) and in other parts, it may be too simplistic with respect to your level of knowledge (ditto the skip). The trade-off between these two extremes will mean that Art Resource posts will hopefully be useful in parts to most, but unfortunately may not be satisfying to all!
Yarn Clasdsification [1]
Yarns are classified by size, twist, number of parts and by appearance. We shall deal with each classification in today’s post.
Classification by Size
The size, number or count of spun yarns and of filament yarns is determined by different systems.
Spun yarn is expressed in terms of length per unit weight. It differs according to the fiber. In the cotton system, for instance, the count is based on the number of hanks (a hank is 840 yards) in one pound of yarn. Weaving yarns and sewing threads are also numbered by this system. The cotton system is an indirect system since the finer the yarn the larger the number.

Courtesy: Reference [1].
Below are some examples that illustrate how the size of the weaving yarn actually affect the weight of the fabric.

Courtesy: Reference[1].
Filament yarn size is dependent partly on the size of the holes in the spinneret and partly on the rate at which the solution is pumped through the spinneret and the rate at which it is withdrawn. The size of the filament yarns and fibers is expressed in terms of weight per unit length – denier (pronounced den-yer). In this system the unit of length remains a constant. The numbering system is direct because the finer the yarn the smaller the number.

Courtesy: Reference [1].
Classification by Twist
Twist is defined as the spiral arrangement of fibers around the central axis of the yarn. Twist is produced by revolving one end of the fiber strand, while the other end is held stationary. Twist binds the fiber together and gives the yarn its strength.
The direction of the twist is described as S-twist and Z-twist. These terms have largely replaced the terms “regular”, “reverse”, “right” and “left”, which were confusing since the latter we used with opposite meaning by various segments of the textile industry.
A yarn has S-twist if when held in a vertical position, the spiral conforms to the direction of slope of the central proportion of the letter “S”.

A yarn has “Z-twist” if the direction of the spiral conforms to the slope of the central portion of the letter “Z”.
The amount of twist varies with the length of fibers, the size of the yarn, and the end-use of the yarn. Increasing the amount of twist up to a certain point will increase the strength of the yarn. Too much twist places the fibers at right angles to the axis of the yarn and causes a shearing action between fibers and so the yarn will lose strength.

Yarns with long fibers do not require as much twist as yarns with short fibers, since they establish more points of contact per fiber and so yield a stronger yarn for the same amount of twist. Fine yarns require more twist than coarse yarns. Knitting yarns have less twist than filling yarns used in weaving. It is important for knitting yarns to be very uniform in order to prevent the formation of thick and thin regions in the fabric. The table below yields some examples of different amounts of twist for various examples.

Courtesy: Reference [1].
Low twisted yarns are used in filling yarns of fabrics that are to be napped. The low twist permits the napping machine to tease out the ends of the staple fibers and to create a soft fuzzy surface.
Average twist is most frequently used for yarns made of staple fibers and seldom used for filament yarns. The amount of twist that gives warp yarns maximum strength is referred to as standard warp twist. Warp yarns need more twist than filling yarns because warp yarns are under high tension on the loom and they must resist wear caused by the abrasion of the shuttle moving back and forth. The lower the twist of the filling yarns makes them softer and less apt to kink.
High, hard twist (voile twist) yarns have 30 to 40 turns per inch. The hardness of the yarn results when twist brings the fibers closer together and makes the yarn more compact. This effect is more pronounced when a twist-on-twist ply yarn is used. Twist-on-twist means that the direction of twist in the singles is the same as the direction of plying twist (see figure below). This results in a build-up of the total amount of twist in the yarn.

Courtesy: Reference [1].
Crepe yarns are made of either staple or filament fiber. They are made with a high number of turns per inch (40 to 80) inserted in the yarn. This makes the yarn so lively and kinky that it must be twist-set before it can be woven or knitted. Twist-setting is a finishing process in which the yarns are moistened and then dried in a straightened condition. After weaving, the cloth is moistened and the yarns become lively and kinky once more and thus produce the crinkled characteristic of true crepe fabrics. All of the common natural fibers and rayon can be used in crepe twist yarns because they can be twist-set in water. The thermoplastic fibers are not used in high-twist crepe yarns because they are not affected by water; and if the twist is set by heat, the liveliness of the twist is deadened. Increasing the amount of crepe yarn twist and alternating the direction of twist will increase the amount of crinkle in a crepe fabric. For example, 6S and 6Z will give a more prominent crinkle than 2S and 2Z.
To identify crepe yarns, ravel adjacent sides to obtain a fringe on each of the two edges. Test the yarns that are removed by pulling on the yarn and then letting one end go. The yarn will “kink up” as shown below.

Do not confuse this kink with the yarn crimp. Examine the fringe of the fabric. If yarns other than crepe yarns are used in the fabric, they will probably be of very low twist. The majority of crepe fabrics have crepe yarns in the crosswise direction, although some are in the lengthwise direction and some have crepe yarns in both directions.
Classification by Number of Parts and by Appearance
A simple yarn is alike in all its parts. A novelty yarn has unlike parts; it is irregular at regular intervals.
Simple yarns are classified as single, ply and cord. A single yarn is the product of first twisting operation that is performed by the spinning machine.

A ply yarn is made by a second twisting operation that combines two or more singles. Each part of the yarn is called a ply. The twist is inserted by a machine called the “twister”. Most ply yarns are twisted in the opposite direction to the twist of the singles from which they are made; thus the first few revolutions tend to untwist the singles and straighten the fibers somewhat from their spiral position and the yarn becomes softer. Plying tends to increase the diameter, strength and quality of the yarn.

Courtesy: Reference [1].
A cord is made by a third twisting operation that twists ply yarns together. Some types of sewing thread and some rope belong to this group.
Courtesy: Reference [1].
Novelty yarns have regular cycles of uneven arrangement and may be unlike in all parts. They are made on twisters with special attachments for giving different tensions and rates of delivery to the different plies and thus allow loose, curled, twisted or looped areas in the yarn. Slubs and flakes of color are introduced also into the yarn by special attachments. The durability of the novelty yarn fabrics is dependant on the size of the novelty effect, how well the novelty effect is held in the yarn, and on the firmness of the weave of the fabric. Generally speaking, the smaller the novelty effect the more durable the fabric, since the yarns are less affected by abrasion and do not tend to catch and pull out so readily.
A typical novelty yarn has three basic parts: the ground or foundation, the fancy or effect, and the binder.

Courtesy: Reference [1].
Ratiné is a typical novelty yarn. The effect ply is twisted in a somewhat spiral arrangement around the ground ply; but at intervals a longer loop is thrown out, kinks back on itself, and is held in place by a binder.
The spiral or corkscrew yarn is made by twisting together two plies that differ in size or in twist. These two parts may be delivered to the twister at different rates of speed.
The knot, spot, nub, knop yarn is made by twisting the effect of ply many times in the same place. Two effect plies of different colors may be used and the knots arranged so the colored spots are alternated along the length of the yarn. A binder is added during the twisting operation.
In the spike or snarl, the effect ply form alternating unclosed loops along both sides of the yarn.
The loop, curl or bouclé yarn has closed loops at regular intervals along the yarn. These yarns are used in woven or knit fabrics to create a looped-pile that resembles caracul lambskin and is called astrakhan cloth. They are used to give textured effects to other coatings and dress fabrics.
Slub effects are achieved in two ways. True slubs are made by varying the tightness of the twist at regular intervals. Intermittently spun flake or slub effects are made by incorporating soft, thick, elongated tufts of fiber into the yarn at regular intervals. A core or binder is needed in the latter case.

Courtesy: Reference [1].
Metallic yarns have been used for thousands of years. The older yarns were made of pure metal (lamé) and were heavy, brittle, expensive and had the disadvantage of tarnishing (i.e., oxidation products of the surface).
More recently metallic yarns are made by laminating a layer of aluminium foil between two layers of plastic film. This laminate is then cut into strips that range from 1/120 to 1/8 th of an inch. The sheets of film may be colorless, giving the yarn the natural aluminium color or the film or adhesive may be colored before the laminating process. The colors of gold, silver, copper and pastel or porcelain are easily obtained.

Courtesy: Reference [1].
The first plastic film was acetate. Polyester film was produced in 1954 and was stronger, more flexible and washable. Aluminium, vaporized under high pressure was deposited on polyester film. A very small amount of metal was required and the metallized film could be laminated between two layers of clear film or it could be used with only one other layer of film. Fabric containing a large amount of metal can be embossed. Ironing can be a problem when metallic film yarns are used with cotton, since a temperature high enough to take wrinkles out of the cotton will melt the plastic. The best way of removing wrinkles is to tip the iron on its side and draw the edge of the sole of the iron across the fabric.
Reference:
[1] N. Hollen and J. Saddler, Textiles, 3rd Edition, MacMillan Company, London (1968).
No comments:
Post a Comment